Параллельные подкладки (параллельки) - оснастка для фрезерного станка
- Цена: $39.99
- Перейти в магазин
У нас еще некоторые продавцы продают под названием «призмы станочные».
Купить у нас сложно и дорого, самому делать — необходим шлифовальный станок и термообработка, коих у меня нет.
Вкусные предложения дюймовые, очень хотелось метрические.
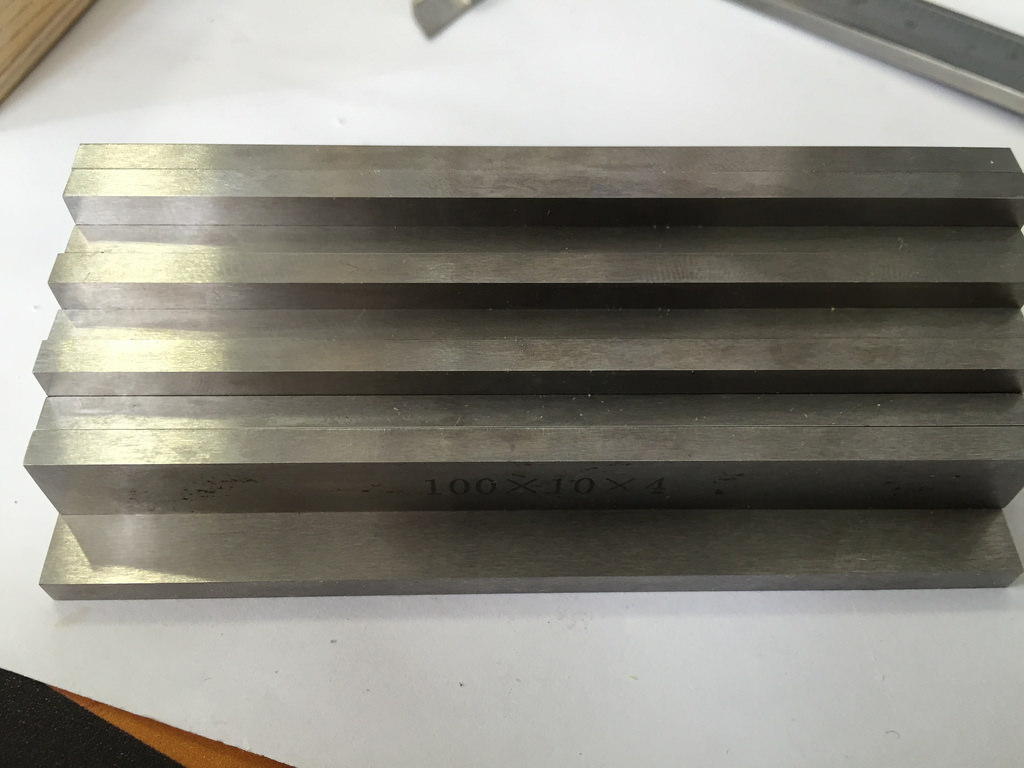
Фото из лота:

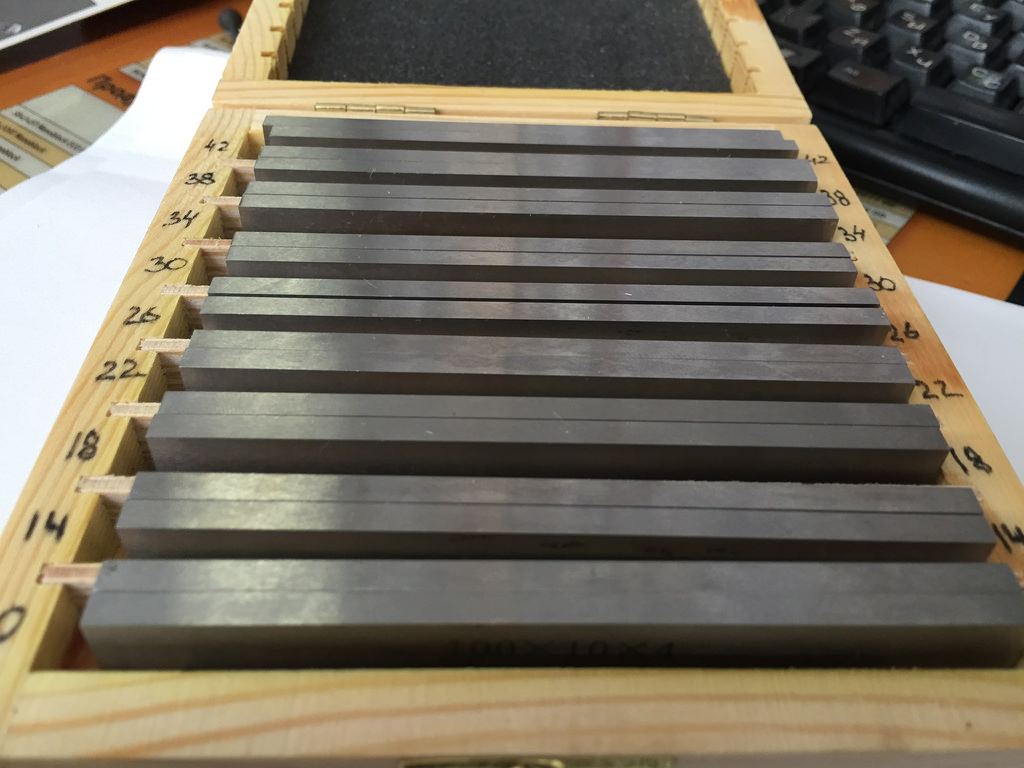
Что приехало

На вид симпотичные, доставлял СПСР, по моему выбору через PickPoint, удивительно, но ящик целый. Был завернут в несколько слоев «пупырки», пленки, и еще чего-то мягкого.
Каждая пара завернута отдельно в промасленную бумагу, я уже снял. В некоторых местах имеется чуть ржавых точек, но не критично.
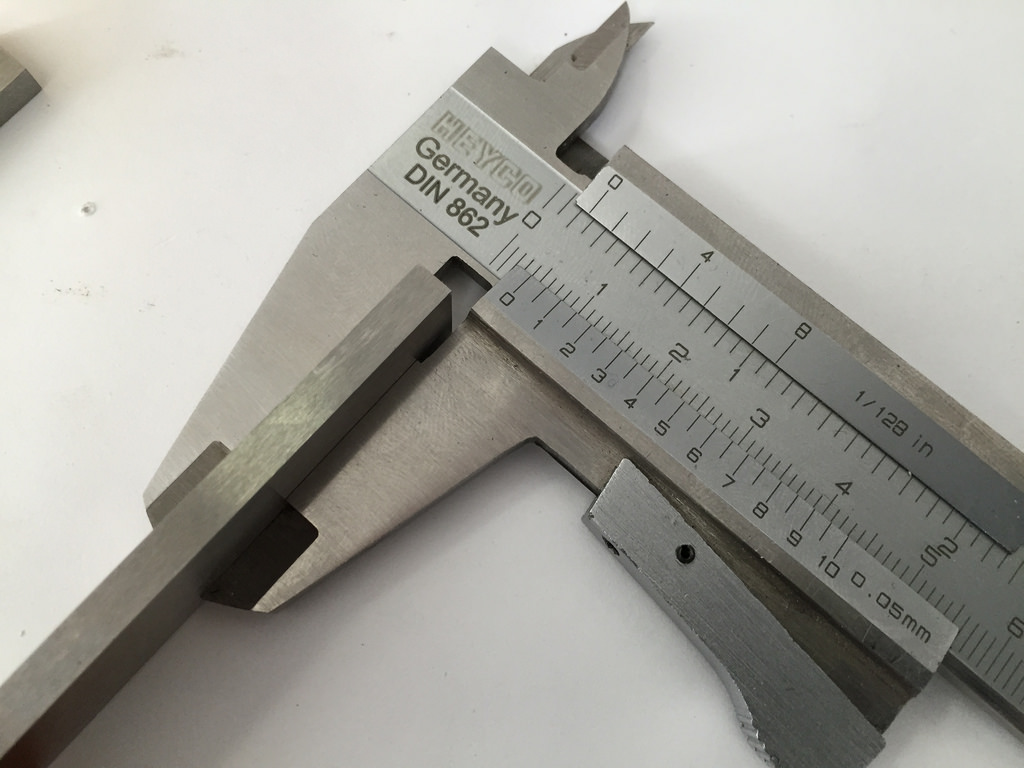
Микрометра на работе нет, для начала устрою входной контроль штангелем
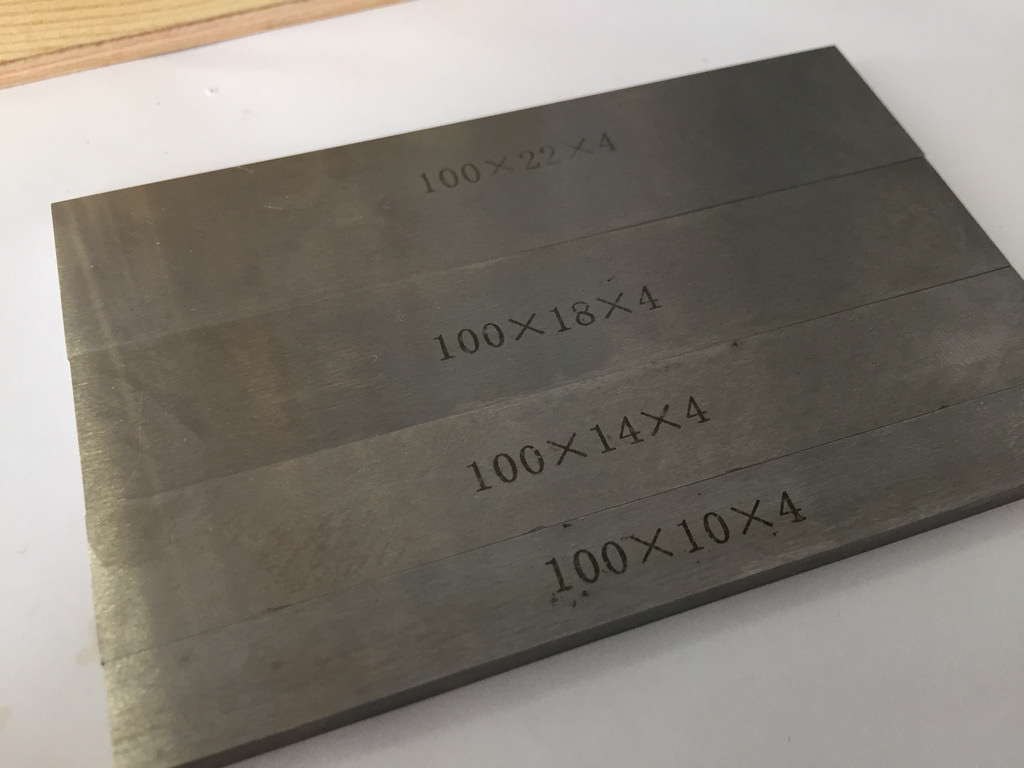
Толщина — ок
Ширина — ок

Вот с длинной бидээ:
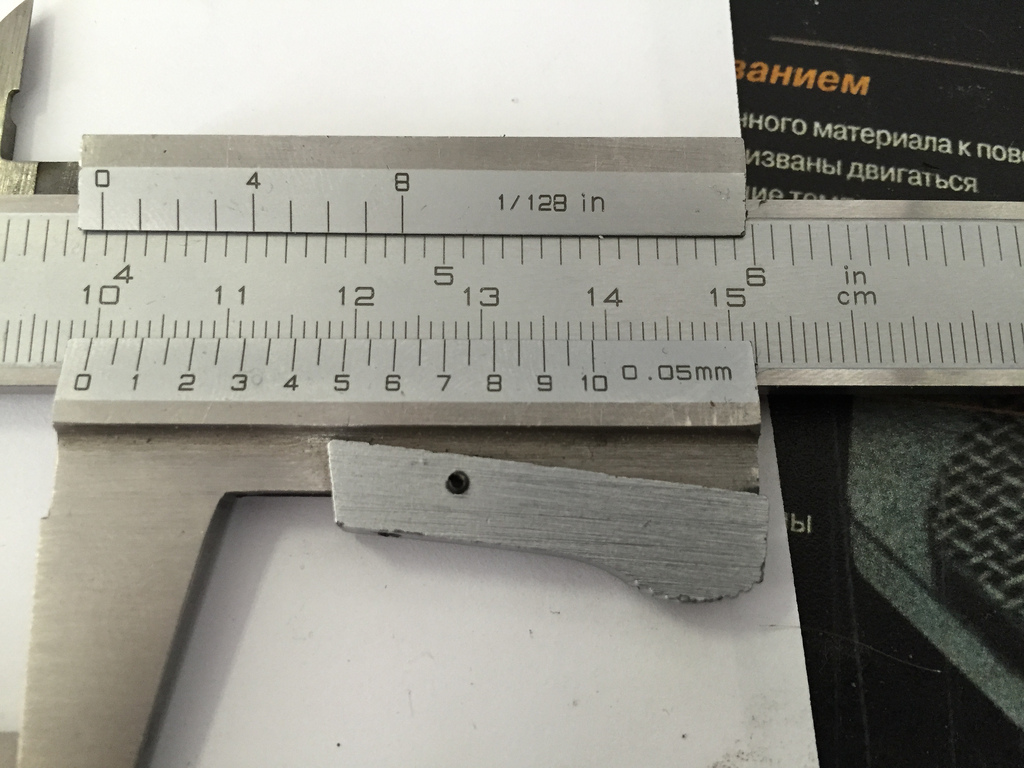
Невооруженным глазом:

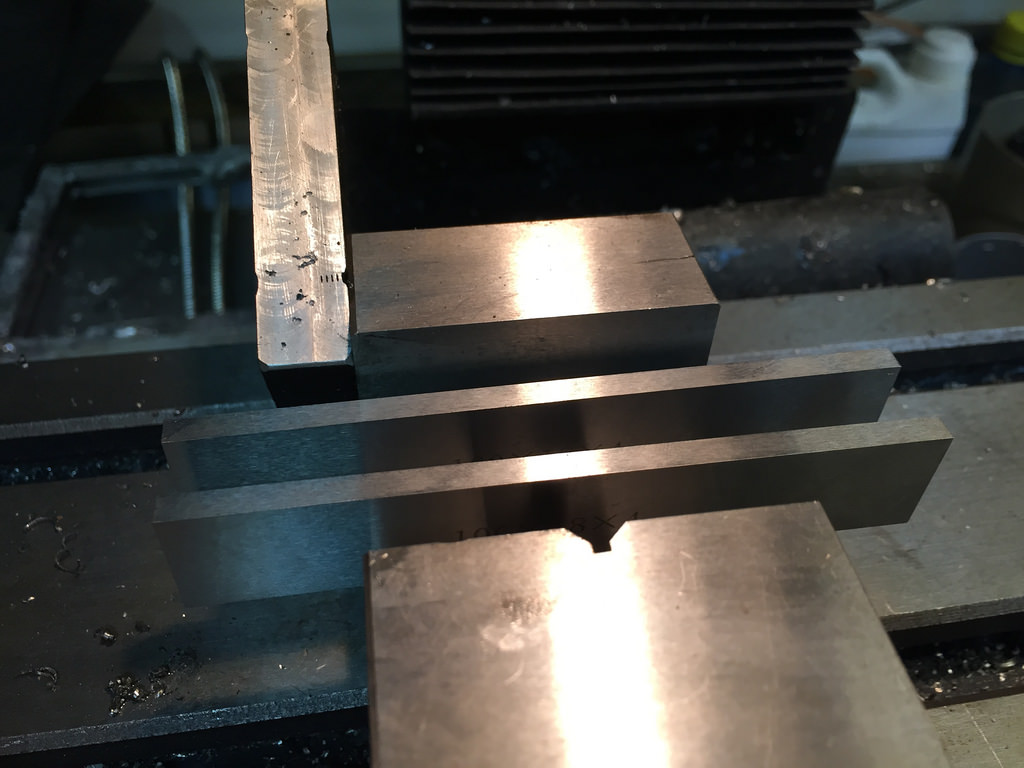
Параллелизм надо мерить индикатором, на глаз пары норм, проверяется складыванием, одной стороной, потом одна параллелька из пары переворачивается на 180 и опять складывается:
По толщине отдельные тоже друг с другом хорошо совпадают, руками разность уровней не ощутил.
Закалены, измерять нечем, но канцелярский нож поцарапать не в силах.
Конечно, не Starret, но примерно уровня исполнения SHARS.
Для интересующихся, пример использования.
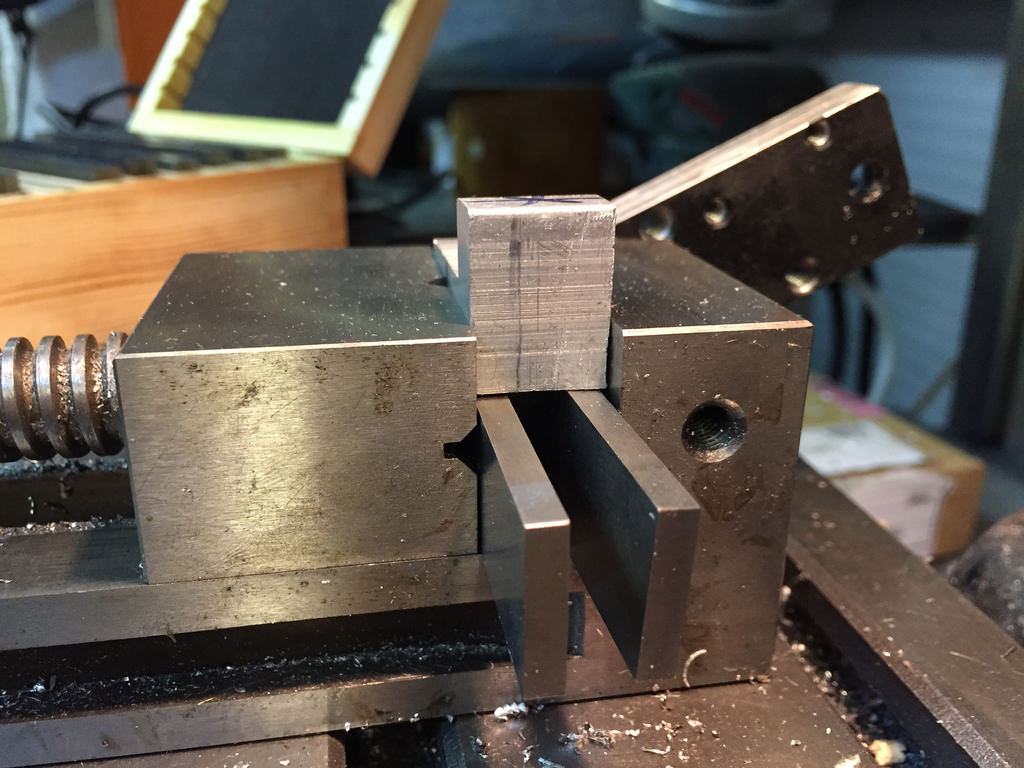
Берем деталь, к примеру надо снять ее верхнюю часть, строго параллельно основанию, пробуем закрепить в тисках:
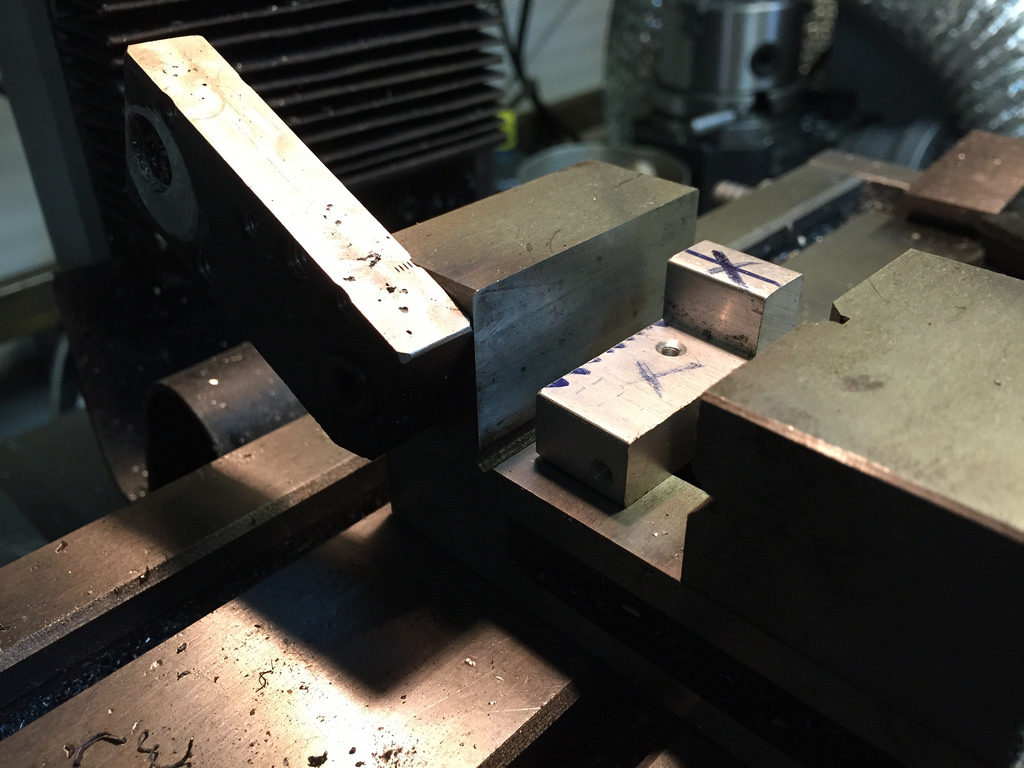
Деталь меньше по высоте, чем губки тисков, расчехляем параллельки, подбираем необходимую пару по высоте:
Ставим деталь, проверяем:
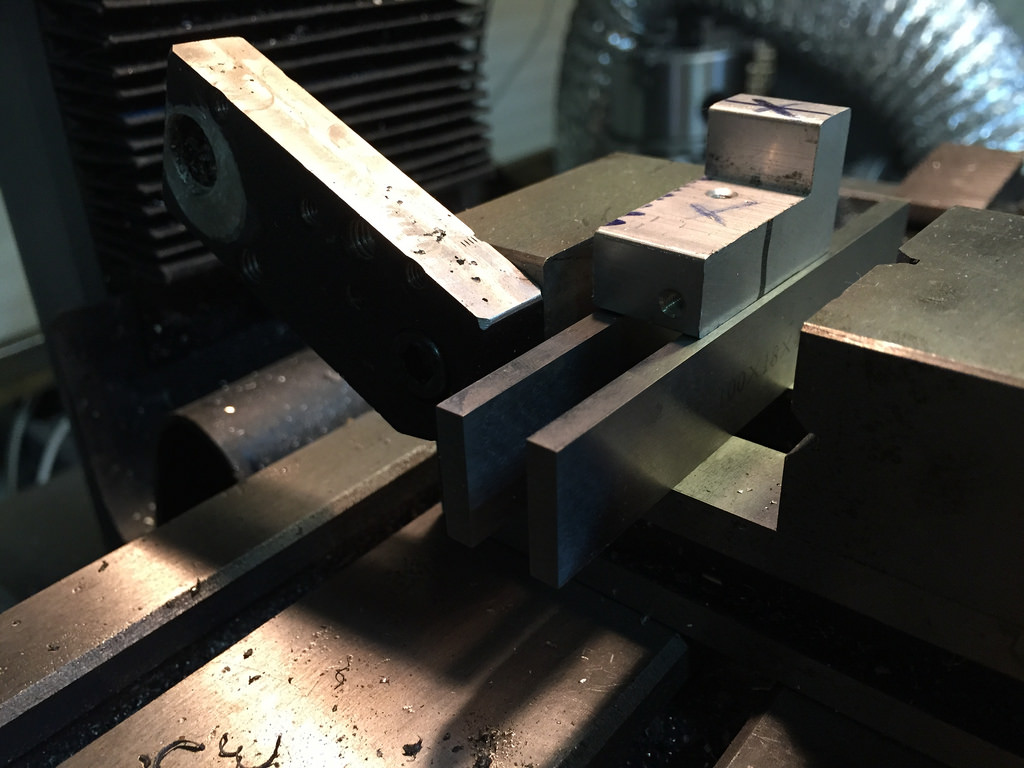
Зажимаем, можно работать:
| +138 |
5466
71
|
| +86 |
4191
32
|
Сайт MYSKU.club cоздан для обзоров товаров, заказанных в зарубежных интернет-магазинах AliExpress, Amazon, Ebay и других.
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку.
Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими.
Также у нас есть DIY сообщество, где приветствуются обзоры вещей, сделанных своими руками.
-
1026.32
Скидки и распродажи

-
445.39
AliExpress

-
273.05
DIY, или Сделай сам

-
187.28
Ebay

-
179.74
JD.ru

-
155.08
Магазины Китая

-
98.02
Новости сайта

-
77.49
Другие магазины
-
71.57
Магазины России и СНГ

-
68.46
TaoBao

-
wordchild → Титановая рулетка TEC Ti-Tape - инструмент или тапочки для тараканов?
-
vlo → Паяльник на 60Вт с керамическим нагревателем и регулировкой температуры, по акции за 189р. Небольшой обзор с разборкой.
-
Al3 → Измеритель внутреннего сопротивления аккумуляторов по 4-проводной схеме TS457
-
verterr → Смотрим в ночи: монокуляр ночного видения FNIRSI NVS-20 (4 779,99 ₽)
-
UnknownUser → ATX-блок питания Cooler Master MWE White 750W V2
-
sangman1987 → Ранцевый аккумуляторный садовый опрыскиватель Sturm GS8212N
-
39ru → Новая жизнь сверлильного станка. Делаем удобное управление
-
ivannada66 → YR1035 - прибор для измерения импеданса химических источников тока на частоте 1 кГц. Часть I (основная)
-
avihome → Механический карандаш Uni Kuru Toga и ластик Pentel Hi-Polimer, давно известные достижения японского карандашестроения.
-
mooni73 → Модернизация мультиметра: вместо "кроны" питание от аккумулятора старого смартфона.
1. толщина — ноль
2. длина +-0,005 мм.
3. ширина +- 0,003 мм.
PS Наших станочников такие разбеги более чем устраивали.
титан — было требование военпреда, т.к. конечное изделие после настроек было так же из титана.
Отличные параллельки получаются из концевых мер длины (плитки Йохансона).
www.chipmaker.ru/index.php?app=auction&module=lot&lot=624539
Тисочки маленькие, детальки как правило маленькие.
Вот люфты в гайках стола (ладно фиксируем жестко не рабочую ось/оси), и положение тисков на столе (не всегда можно ставить в одно и то же место- это да, так как станок полухоббийный, хоть и под немца косит.
Еще осложняется тем, что фрезер по сути и сверлилка и размечалка (цифровые линейки и DRO), и поворотную головку сегодня горизонтально, завтра вертикально, а через час опять тиски)) — т.е. у меня нет серий, где можно день потратить на наладку, а потом сотни на конвеер класть- каждый раз все разное.
Если нужно что-то особо точно- проще по плоскостям уже зажатой детали пройти индикатором и подстучать на необходимое по месту в моем случае.
вот я и о том же… люфты, положение тисков, хоббийный, плюс поворотная голова, а говорите плитки, каленые, шлифованные точные… они вас все равно не спасут :-)
и на фрезерном можно профрезеровать, а прошлифовать можно только на шлифовальном.
Камень во фрезер крепить — не предлагать))
вопрос в том, чтобы делать хорошо, что умеешь и хочется, если заказать на стороне и получить гарантированный результат приемлемо — надо заказывать.
Я лично столько времени и телодвижений на параллельки не могу себе позволить.
Наш фрезеровщик делал параллельки сам. Но у нас есть плоскошлифовальный станок. Так он над ними трясётся, что бы не утащили на прессе чего нибудь давить. Что бы не согнули.
А тут смотрика, ещё и в коробочке путёвой. Можно взять и убрать в шкафчик, от посторонних.
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.