Тест драйв ЧПУ драйверов TB6560
- Цена: US $4.90
- Перейти в магазин
Пришел последний драйвер, на ось Z вместе с контролером на опторазвязке.
Последний думаю, долго мне вообще не пригодиться. Что то я погорячился с ним.
Так как все мои предыдущие драйвера и этот в том числе с опторазвязкой на самих драйверах.
Кто не читал мои предыдущие опусы
Вот часть первая и вторая.
mysku.club/blog/aliexpress/41551.html
mysku.club/blog/aliexpress/42324.html
В общем первый тест драйв, механический.
На почте думаю. хорошо попинали посылку, дабы проверить вложение на механическую прочность.
Дивитесь сами.

Ну что поделать. Видно душу отводят, когда их заваливают разными посылками.
Сам заказ от этого продавца, шел без трека и почти 2 месяца. Хотя там еще контролер был с опторазвязкой и релюшками.
Сервис никакой. Благодарю, что хоть вообще дошло.
Два предыдущих, по сравнению с ним просто скоростники. пару недель.
В общем с содроганием достаем вложения в нее.
Видим такую картину.


Разрезаем антистатик и смотрим что у нас с платой.
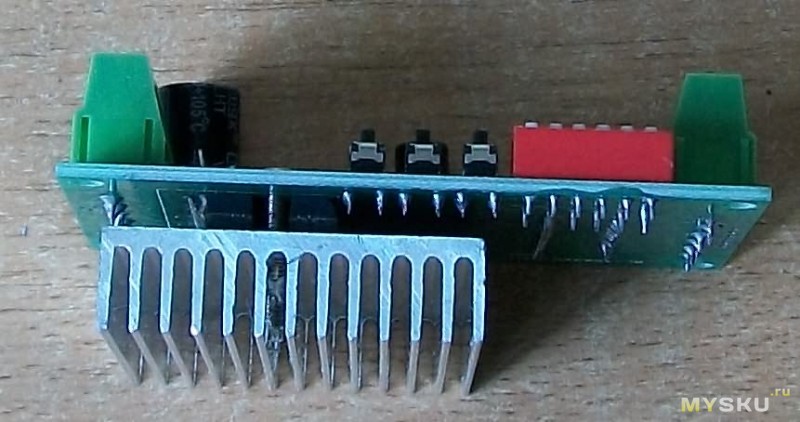
Вроде как механический тест драйв плата прошла не плохо.
Многие жалуются что у них электролиты повылетали и оторвались и переключатели набок загнули.
Меня вроде как пронесло в этом плане.
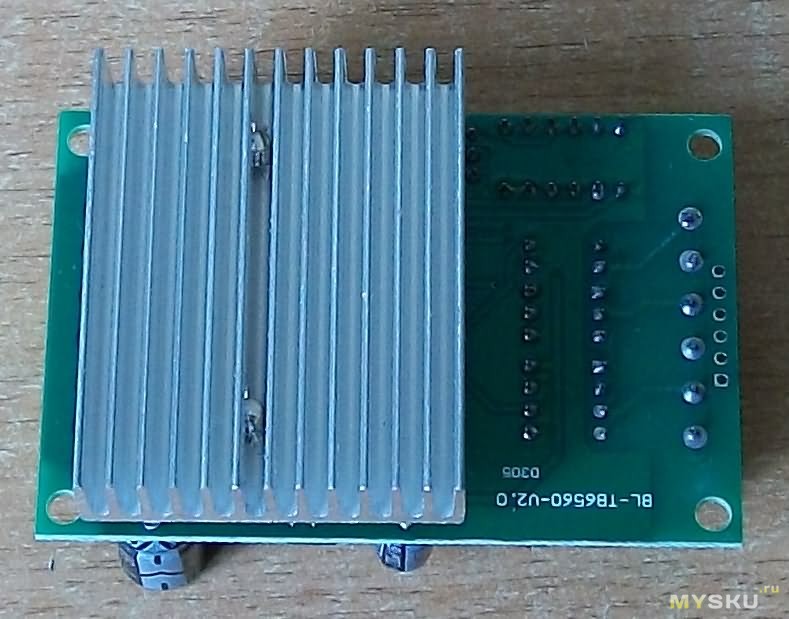
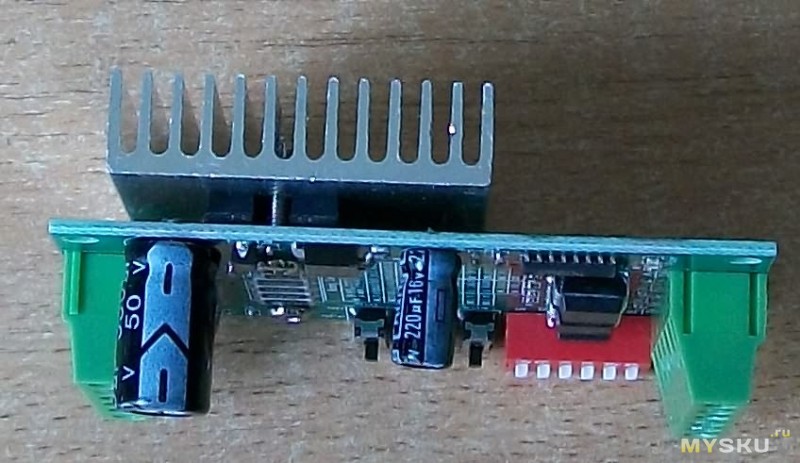
Нас на мякине не возъмешь. Откручиваем радиатор и смотрим что там под ним.
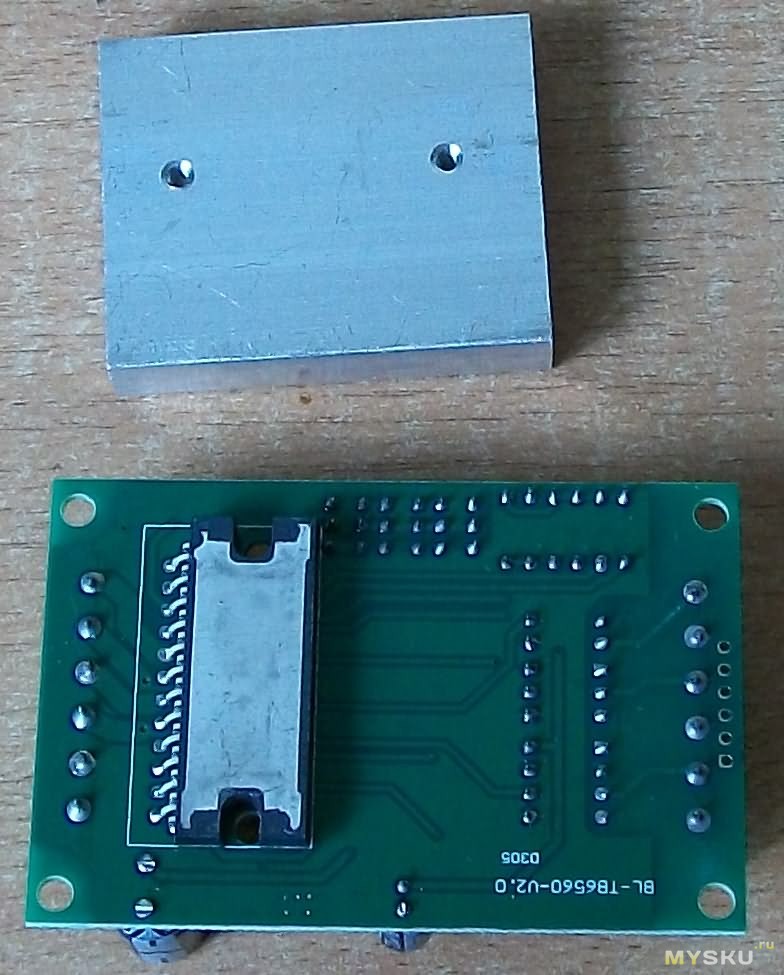
Видим картину девственности, чипа. То есть термопаста напрочь отсутствует.
То ли, там у них она закончилась, то ли специально так сделано. Чтобы бычтрей сгорели и новые заказали. Маркетинг так сказать.
В общем достаем тюбик с пастой и небольшим равномерным слоем размазываем по поверхности чипа.
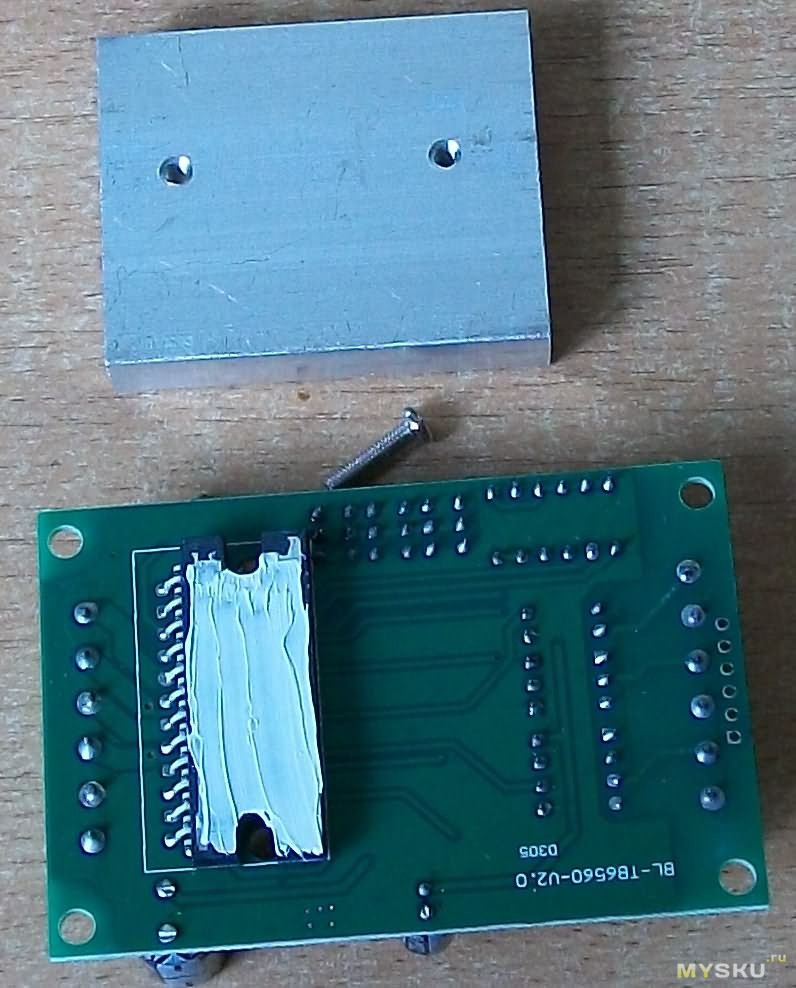
Вот теперь. как говорит мой старший сын «грамотно»
Все закручиваем. Кстати когда откручивал, нужна была мощная отвертка, китайцы прямо с большим усилием закрутили. Видимо чтобы не каждый открутить смог.
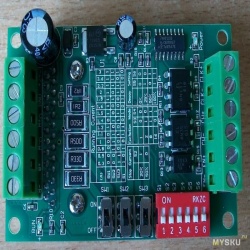
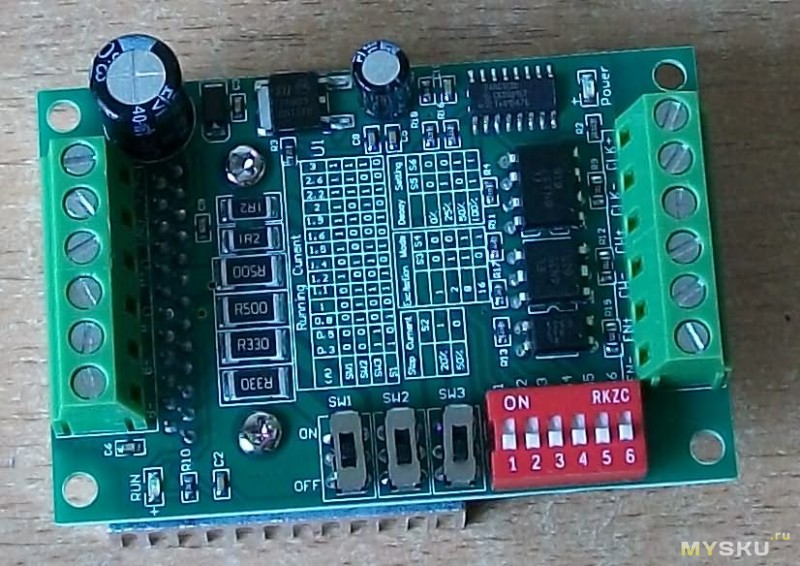
Для любителей познакомится с элементной базой платы. специально сделал фото, где все хорошо видно.
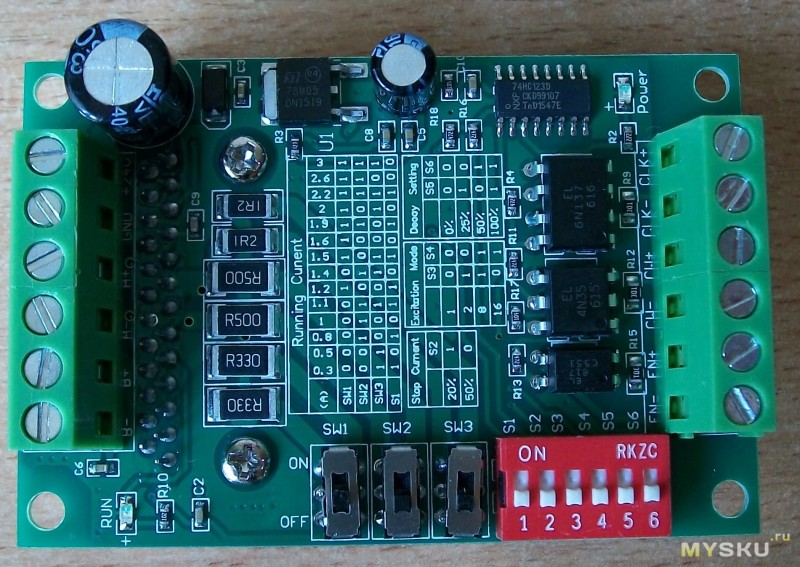
Видим что даже оптроны стоят дорогие, быстрые, видимо замануха.
Ну что радостно берем этот драйвер и идем на дачу, ставить на ось Z и глядеть как он покажет себя в работе.
Главное, не торопиться и ничего не перепутать в проводах. Не забыть проверить нужные перемычки на плате. Китайцы обычно выставляют на максимальные токи, дабы он сразу же и сгорел.
Максимальные заявленные, это пиковые. Даже вообще не знаю для чего их вообще выставляют? Ради эксперимента что ли?
Наш драйвер вроде как позволяет выставлять напругу максимальную 35 вольт и ток 3.5 А. Насчет напруги точно не скажу. Но ток такой лучше не следует вообще выставлять. Многие погорели на этом.
Да и китайцы советуют в лоте и на самом девайсе все же 24 вольт.
В общем провода прицепили куда нужно, выставили перемычки. Микрошаг по максимуму, ток 2А. Подали питание и смотрим.
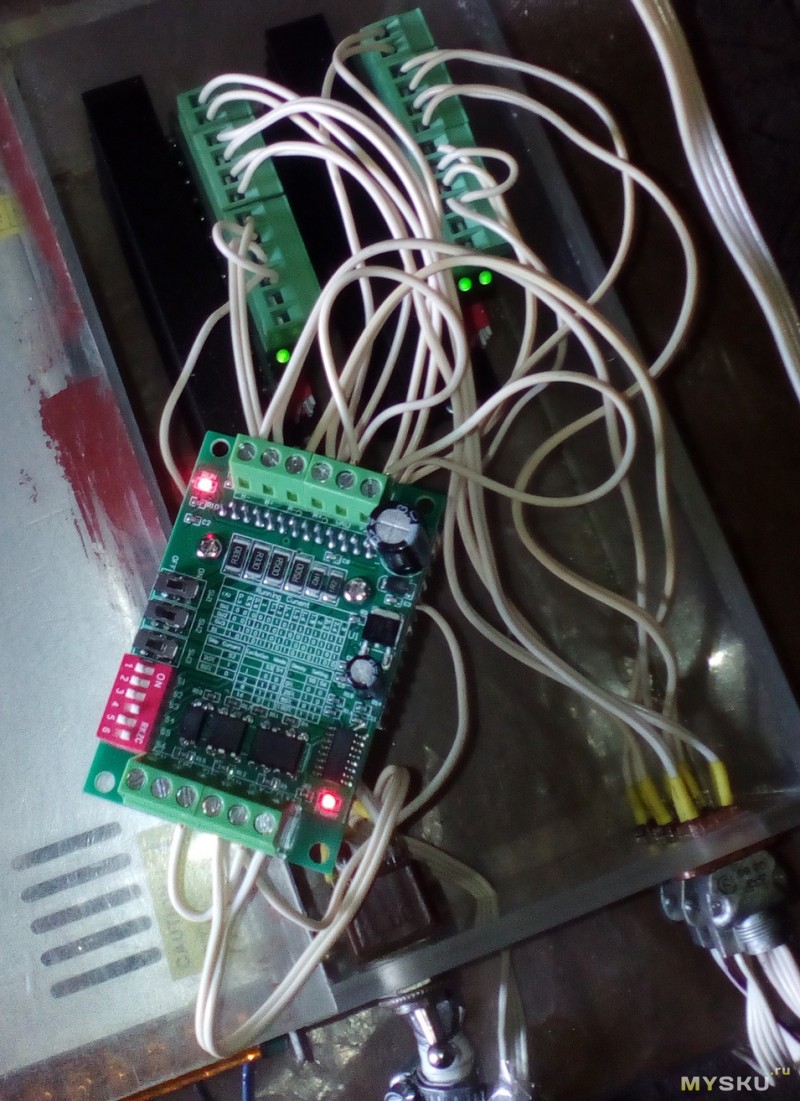
Светодиоды весело светятся красным, дыма нет. Радиатор нагревается.
Движок сразу же, закрутился в оба нужных нам направлениях, в ручном режиме.
Прямой и с реверсом. В зависимости от команды драйвера.
Значит ничего не перепутали. Будет и по коду правильно крутить.
Для новичков схемы различные подключения.
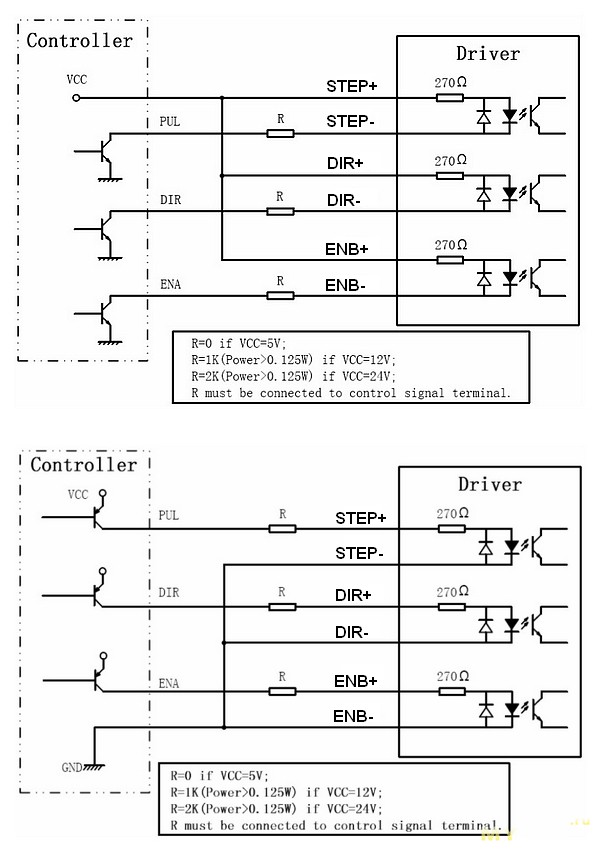
Наш вариант номер №2. Ранее писал что по первому варианту драйвер может просто глючить, как бы вы вокруг него с бубном не бегали.
Китайцы упорно. почему то советуют вариант №1
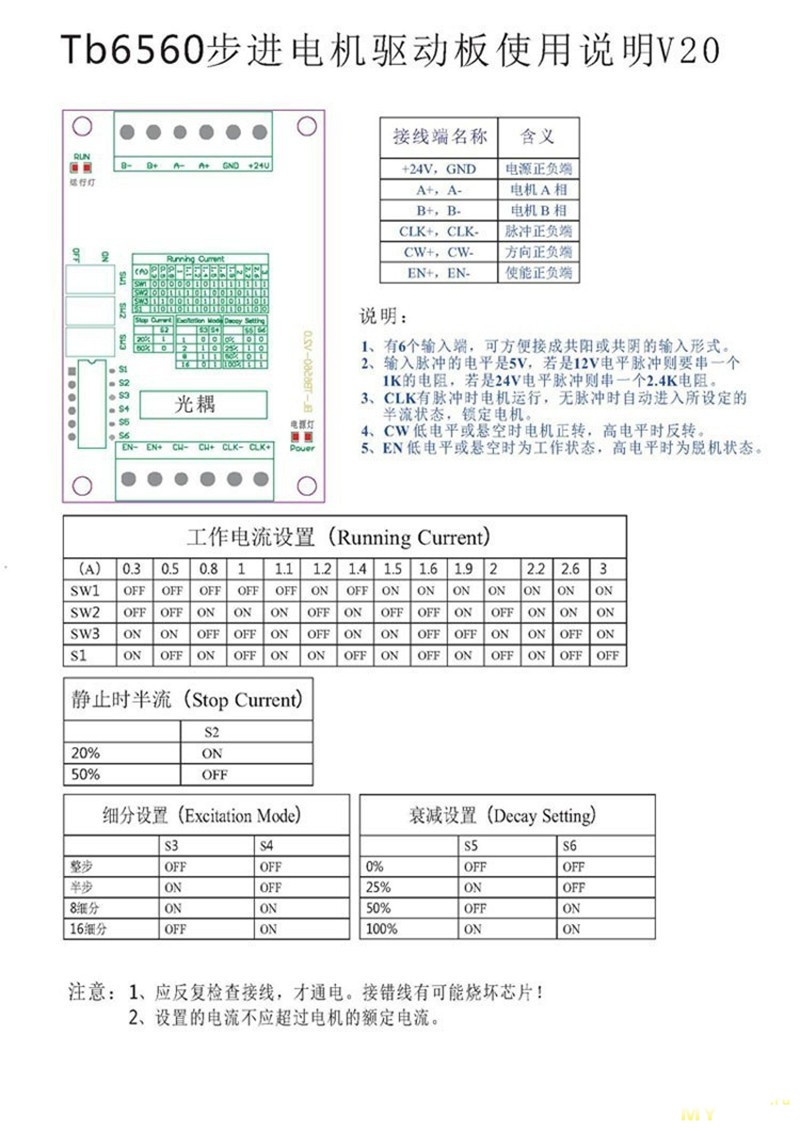
Да еще забыл вам до кучи забросить печатную схему перемычек и режимов.
Можно её распечатать и где нибудь на корпусе повесить, чтобы не искать и была под рукой.
Выводы.
================================================================
Плюсы
+++++++++++++++++
Цена
Быстрые оптроны
Много различных режимов, через переключатели
Радиатор без покрытия краской
Минусы.
— Этот драйвер более ощутимо нагревается.
Разъемы не удобные, не съемные.
Термопаста в моем экземпляре отсутствует.
Из всех трех драйверов более всего приятней крутит движки, все же наш «термобутерброд» то есть драйвер по первому моему обзору ссылка в самом начале.
Видно чип ТВ67 всё же не плохим оказался. Фирму можно с ним поздравить.
Хотя он очень неказистый на вид, по сравнению с предыдущими.
Я конечно усилил ему теплосъем. Хорошо если это сразу на заводе сделали.
Потому что как сделано, не выдерживает никакой критики.
Через термопрокладку и еще и верхней пластиковой крышке чипа.
У кого денег не обрез, покупайте «термобутеброд» Явно рулит и микрошаг на 1/32 есть.
Я кстати его и оставил по основным осям. Намного приятней работают и мягче.
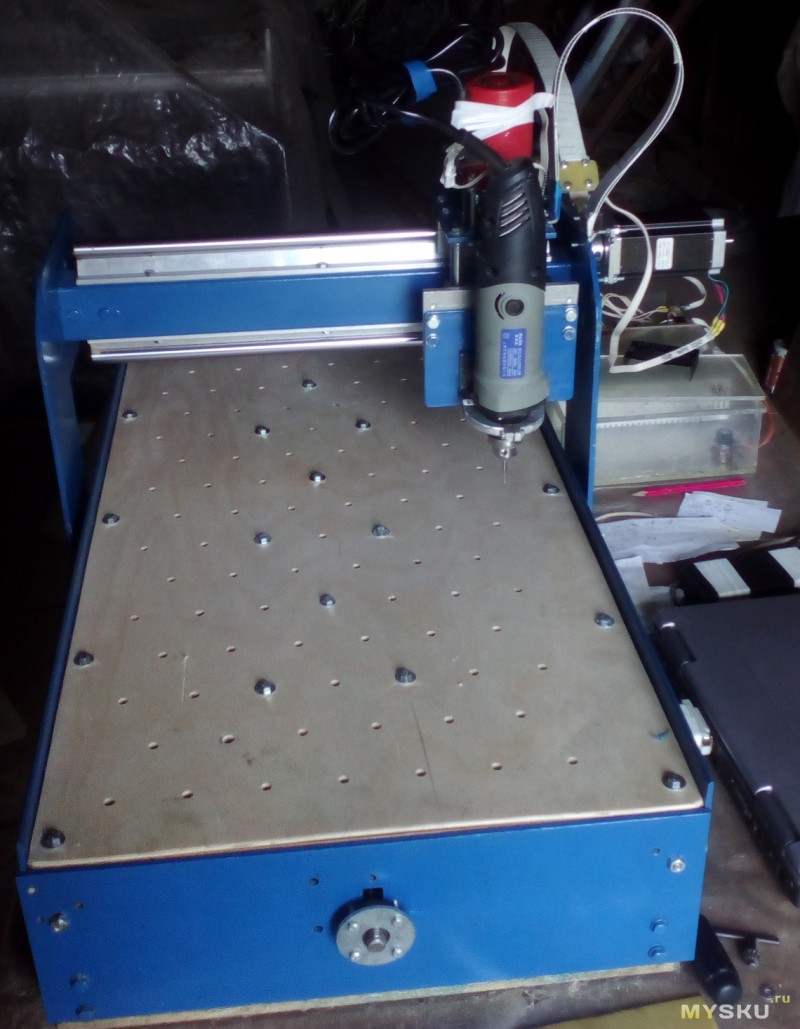
Ну и по самому станку. Ниже выложу вам фото и видео в виде бонусной части.
Хотел вам овчарку выложить, да ладно.
Наслаждайтесь просмотром.
Как всегда пытливые задают вопросы в коментах. Наше дело на них отвечать.
Еще хочу заметить, что мы вообще не обсуждали серводвигатели и сервоконтролеры. К этой теме даже и не знаю как подойти вообще?
Там такое будет…
Для шаговых то, контролеры и драйверы, стали боле менее дешевыми.
Зато сами то шаговые движки многим не по зубам… то есть деньгам.
Поэтому покупают в притык самый дешевый, без запаса на механику и начинают мучится.
А вот с сервами, куча двигателей которые можно купить недорого.
На портале Мастеровых, есть фанаты, которые разрабатывают высоковольтные сервоконтролеры и под шаговые, для станочников.
Для тех кто хочет идти более дальше.
На заре развития оборудования с числовым программным управлением (ЧПУ), под системой ЧПУ (СЧПУ) понимали
электронный комплекс оборудования, довольно габаритный из-за больших размеров современной элементной базы.
Управляющие программы (УП) вводились в оперативную память СЧПУ при помощи перфорированных карт, затем
перфорированной ленты, затем при помощи магнитной ленты, или «вручную» с пульта оператора. Оперативная память СЧПУ
того времени была небольшой (около 64 Кб) что в среднем позволяло разместить в ней программы на 2-3тысячи кадров.
Это очень мало, особенно для 3 и более координатных систем, обработки рельефа. Поэтому большое значение придавалось
оптимизации программы, применению дуговых интерполяций и подпрограмм. В то время вычислительная мощность
компьютерной техники была довольно скромной и программые пакеты автоматизированной подготовки УП (CAMы) были
доступны только крупным производственным предприятиям. Остальные писали УП «вручную», вычисляя координаты точек
траектории инструмента с помощью логарифмических линеек или калькуляторов.
По мере развития компьютерной техники и миниатюризации полупроводниковых элементов, Функции подготовки и ввода
УП в оперативную память СЧПУ стали брать на себя промышленные компьютеры, а габариты СЧПУ уменьшились до размеров
сравнимых с размерами бытовой техники.
В классическом понимании, в СЧПУ реализована схема управления следящим приводом, при котором сама координатная
система состоит из:
-приводных двигателей (синхронные, асинхронные, вентильные, постоянного тока, линейные), которые осуществляют
позиционирование рабочего органа станка;
-датчиков обратной связи (линейных-показания реального положения рабочего органа, круговых-показания угла
поворота ротора двигателя).
-системы согласования.
При этом управление приводом в упрощенном виде осуществляется так: СЧПУ извлекает кадр управляющей программы
из оперативной памяти, преобразует его в команды приводу, привод осуществляет требуемое перемещение, и параллельно
этому идет контроль отработки по датчикам обратной связи и коррекция управляющего сигнала на двигатели в
зависимости от того, насколько отличается реальное положение рабочего органа от требуемого.
Однако с появлением шаговых двигателей (ШД), стали появляться СЧПУ, предназначенные для управления приводом
на базе ШД, при этом значительно изменились способы управления, что связано с принципом работы ШД. Дело в том,
что ШД имеет некоторое количество фиксированных положений (шагов) ротора (наиболее часто 200) на оборот. Используя
специальные электронные устойства — драйвера шагового двигателя (ДШД) можно получить поворот ротора на один шаг
(1.8 градуса) за один управляющий импульс. Современные ДШД позволяют дробить физический шаг на различное (до 256)
количество аппаратных микрошагов, повышая таким образом дискретность ШД или в переводе на линейные перемешения
рабочего органа — уменшая минимальное программируемое перемещение.
Управление приводом в упрощенном виде осуществляется так: СЧПУ извлекает кадр управляющей программы из
оперативной памяти, преобразует его в количество шагов ШД, при этом не контролируется положение рабочего органа
станка, а просто ведется подсчет импульсов ШД, косвенно получая при этом реальное положение рабочего органа.
Поскольку эти два привода являются в какой-то мере конкурирующими, нелишним будет привести их сравнительную
характеристику. Данная характеристика взята с сайта Одесской станкостроительной компании “ИнСтанкоСервис”.
Поскольку компания на рынке более 15лет, информация, по моему мнению заслуживает внимания.
Надежность
Шаговый двигатель:
Шаговые двигатели отличаются высокой надежностью, так как в их конструкции отсутствуют изнашивающиеся
детали. Рабочий ресурс двигателя зависит только от ресурса примененных в нем подшипников. Неоспоримым
доказательством высокой надежности шаговых двигателей является тот факт, что при конструировании
приводов необслуживаемых космических аппаратов, в большинстве случаев отдают предпочтение шаговым
двигателям.
Серводвигатель:
Большинство современных бесколлекторных сервоприводов от известных производителей (Mitsubishi, Siemens,
Omron …) отличаются высокой надежностью, порой сравнимой с надежностью шаговых двигателей, даже не смотря
на значительно более сложное устройство сервопривода. Имеются более простые модели сервоприводов — коллекторной конструкции (со щетками). Применение коллекторного узла естественно снижает надежность
сервоприводов данного типа. Но их пониженная надежность и необходимость периодического обслуживания
в полной мере компенсируется более низкой стоимостью.
Эффект потери шагов
Шаговый двигатель:
Всем шаговым двигателям присуще свойство потери шагов. Данный эффект проявляется в некотором
неконтролируемом смещении траектории перемещения инструмента, от необходимой траектории. При изготовлении
простых деталей, имеющих малую длину траектории перемещения инструмента и при невысоких требованиях к
изделию, в большинстве случаем данным эффектом можно пренебречь. Но при обработке сложных изделий
(пресс-формы, резьба и т.п.) где длина траектории может достигать километров! данный эффект в большинстве
случаев будет приводить к неисправимому браку.
Данный эффект проявляется при выходе за допустимые характеристики двигателя, при неправильном
управлении двигателем, а также при «проблемах» с механикой. Применение современных технологий управления
шаговыми двигателями, с применением современной электроники, позволяет полностью устранить данный эффект.
Серводвигатель:
Эффект потери шагов у сервоприводов полностью отсутствует. Потому, что в каждом сервоприводе имеется
датчик положения (энкодер), который постоянно отслеживает положение ротора двигателя и при необходимости
выдает команды коррекции положения, на основании которых управляющая электроника, проанализировав данные,
полученные с энкодера, вырабатывает необходимые сигналы управления на двигатель. Данный механизм
называется обратной связью.
Скорость перемещения
Шаговый двигатель:
При использовании шаговых двигателей в приводах подач станков с ЧПУ можно добиться скорости 150-300 мм/сек
(бывает и больше, но это уже «экзотика»). При максимальных скоростях и при превышении допустимой нагрузки
возможно проявление эффекта потери шагов.
Серводвигатель:
Приводы подач станков с ЧПУ на основе серводвигателей позволяют достигать высоких скоростей. Скорость
холостого перемещения 0.5-1 м/c является нормальным явлением для сервоприводов.
Динамическая точность
Шаговый двигатель:
Динамическая точность является определяющей характеристикой при обработке сложно-контурных изделий
(пресс-формы, резьба и т.п.). Шаговые двигатели отличаются высокой динамической точностью, которая
является следствием принципов работы шагового двигателя. Обычно, на хорошей механике, рассогласование
не превышает 20мкм (1 мкм = 0.001 мм)
Серводвигатель:
Высококачественные сервоприводы имеют высокую динамическую точность до 1-2мкм и выше! (1 мкм = 0.001 мм).
Для получения высокой динамической точности необходимо применять сервоприводы, предназначенные для
контурного управления, которые точно отрабатывают заданную траекторию. Также существуют сервоприводы
для позиционного управления. Приводы данного типа не предназначены для точной отработки траектории,
от них требуется только точное попадание в конечную точку. Поэтому применение в станках с ЧПУ
сервоприводов данного типа приводит к большим динамическим погрешностям. В таком случае погрешность
воспроизведения заданного контура может достигать 0.3-1 мм, что приводит к эффекту «поклёванности»
обработанной поверхности и искажению его формы. Более низкое качество обработки при применении позиционных
сервоприводов в некоторых случаях компенсируется их более низкой стоимостью.
Стоимость
Шаговый двигатель:
В шаговых двигателях применяются дорогостоящие редкоземельные магниты, а также, ротор и статор
изготавливаются с прецизионной точностью, и поэтому по сравнению с общепромышленными электродвигателями
шаговые двигатели имеют более высокую стоимость.
Серводвигатель:
Применение дорогостоящего датчика положения ротора, а также применение достаточно сложного блока
управления обуславливает значительно более высокую стоимость, чем у шагового двигателя.
Ремонтопригодность
Шаговый двигатель:
У шагового двигателя может выйти из строя только обмотка статора, а её замену может произвести только
производитель двигателя, так как если двигатель даже только разобрать-собрать он уже не будет работать!
Потому, что при разборке двигателя происходит разрыв магнитных цепей внутри двигателя и по этому
происходит размагничивание магнитов. Поэтому после сборки двигателя требуется намагничивание внутренних
магнитов на специальной установке.
Серводвигатель:
Поврежденный серводвигатель в большинстве случаев проще заменить, чем ремонтировать. Ремонту в основном
подвергают только мощные двигатели, имеющие весьма высокую стоимость.
Столкновение с препятствием
Шаговый двигатель:
Столкновение подвижных узлов станка с препятствием, в результате которого происходит остановка шагового
двигателя, не взывает у него каких-либо повреждений.
Серводвигатель:
В станке на базе сервоприводов, при столкновении подвижных узлов с препятствием, управляющая электроника
определяет, что произошло повышение нагрузки и для компенсации повышенной нагрузки повышает уровень тока,
подаваемый на двигатель. При полной принудительной остановке на серводвигатель подается максимальный ток.
Поэтому, если управляющая электроника не отслеживает подобную ситуацию, то возможно сгорание двигателя.
Преимущества
Шаговый двигатель:
· Высокая надежность
· Низкие требования к обслуживанию и к обслуживающему персоналу
· Относительно низкая цена
· Высокая динамическая точность
Серводвигатель:
· Высокие динамические характеристики
· Отсутствие эффекта потери шагов
· Высокая перегрузочная способность
Недостатки
Шаговый двигатель:
· Падение крутящего момента на высокой скорости
· Низкая ремонтопригодность
· Возможность эффекта потери шагов
Серводвигатель:
· Высокая цена
· Более сложное устройство
· Повышенные требования к обслуживающему персоналу
· Низкая ремонтопригодность
· Требуется более бережное отношение к двигателю
| +191 |
4025
82
|
| +46 |
3453
70
|
Сайт MYSKU.club cоздан для обзоров товаров, заказанных в зарубежных интернет-магазинах AliExpress, Amazon, Ebay и других.
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку.
Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими.
Также у нас есть DIY сообщество, где приветствуются обзоры вещей, сделанных своими руками.
-
1026.32
Скидки и распродажи

-
445.39
AliExpress

-
273.05
DIY, или Сделай сам

-
187.28
Ebay

-
179.74
JD.ru

-
155.08
Магазины Китая

-
98.02
Новости сайта

-
77.49
Другие магазины
-
71.57
Магазины России и СНГ

-
68.46
TaoBao

-
urapewka → Как прошить контроллер Realtek RTL9201-A и RTL9210-B
-
ResSet → 3Д принтер FLASHFORGE Adventurer 5M за 26320 рублей
-
aen56 → Гейзерная кофеварка Pedrini как бюджетная альтернатива Bialetti
-
Dlyaminusov → Скидка на паяльник FNIRSI HS-01 с набором 6 жал, 65 ватт блоком питания и шнуром за 4 263 ₽
-
aik → Обзор ноутбука Ninkear A15 Plus (Ryzen7 5700U, 15.6" IPS FullHD)
-
donBaton → Ломаем еще один квадрик: вандализация с элементами реверс-инжиниринга
-
17_Valeriy → Обзор Gan зарядного устройства UGREEN X763 (CD373 P/N 25095), с мощностью 160Вт
-
Korobeynik → Паяльник на 60Вт с керамическим нагревателем и регулировкой температуры, по акции за 189р. Небольшой обзор с разборкой.
Не понял, про сбор, это вы про саму работу, по сборке?
Точность обычно теоретическую пишут, она выходит за глаза, с микрошагом.
Вам именно под какие работы то нужно, не ювелирка наверное?
Направляющие обычно хорошие. А вот с линейными можете и пролететь.
Там нюансов много.
У меня из коробки, сразу пару в брак. Да еще и шарики в некоторые сам добавлял.
Как раз из бракованных, шарики брал.
1. Это очередной станок с LPT подключением?
2. Каким софтом пользуетесь для рисования моделей и генерации G-code. Есть ли в этом софте прямо работающая компенсация инструмента (диаметра фрезы).
3. Есть ли какой оптимизатор G-code.
Почему я все это спрашиваю, сейчас работаю на станке Carvey — станочек в целом хорош и подключается через USB. Их софт называется Easel которым можно пользоваться и без станка, и он достаточно простой и web-based то есть работает просто в браузере. Но там нет оптимизатора g-code (не знаю почему современные станки все ещё используют этот формат) он вырезает но делает оооочень много лишней работы.
Но и кроме того можно использовать их opensouce'ность для своих проектов. То есть можно наконец-то начать делать домашние станки без необходимости LPT порта и кривущего Mach2, Mach3.
UPD: посмотрел видео, оптимизация похоже есть! Какой софт?
2. Модели обычно любым подходящим, их много разных. От того что вам понравится зависит и удобства работы. В некоторых сразу есть модули генерации кода.
Если что простенькое, обычно АртКам. Да диаметр и форма инструмента везде должна учитываться, для кода.
3. Не очень понял. Обычно важно, как сам конечный раскрой происходит.
А то может в начале отрезать деталь, от прижима и начать элементы внутри её вырезать
Обычно сперва на эмуляторе смотрим, как будет происходить крой. Пока не подберем нужный, без фокусов.
Вот деталь:
Сначала станок вырезает маленькие отверстия а потом выбирает большое углубление.
В АртКам так и делается. Есть понятие Внешний рез и Внутренний.
Стрелки показывает, по контуру.
Затем на эмуляторе смотрите. Также сами режимы основные в нем выбираете.
Это уже целую инструкцию, оттуда вам нужно цитировать.
Я обычно, конечный код для станка, на нем проверяю.
Я и говорю, одному одно нравится, другому другое.
Все равно нет таких, кто все САМы перепробывал.
И я в том числе.
Т.е. сначала вырезать левый овал, потом второй, потом кружки, потом остальные овалы, потос делать выборку и потом отпилить. Таким образом исключите лишние перемещения станка.
Вообще не понятно что это такое?
Зачем оптимизировать правильно сделанную программу? Делайте сразу хорошо, плохо само получится.
А написал что в оба. Ладно подправлю. Писатель из меня никакой.
Там очередей нет. Может крутнуть в одном направлении, потом остановиться и опять же в том же направлении опять.
Так что и ваша замечание, не очень корректно.
— «мама! папа возвращается с работы!
— по какой стороне улицы?
— по обоим!» ©
А не то, что он возвращается.
У меня например, жена на любой вопрос, где что то лежит, дает всегда одинаковый ответ.
— Там. Ну ты знаешь, где…
То есть другие ШД или сервы его по времени не ждут.
По простому, у каждого движка, как бы свой отдельный выделенный канал управления.
По этому профи софт, в основном по LPT и работает.
Там не все просто. Обычно свой МК реального времени, с усеченными ресурсами.
Простой, тормозной и не все инструкции выполняет.
Для простенького станочка сойдет.
Хороший, дорогой, подороже компа будет.
Обычно для ЧПУ выделяют отдельный комп. Без всякого лишнего.
Старые то компы, сейчас за копейки можно купить.
Мужики делают даже стойку с монитором, под станок. Я через ноут, у меня есть нужный.
На самом деле USB — очень поганый стандарт когда что-то касается реального времени. Но разработчики железа нам не оставляют выбора. Дешевая память — это согласен. Это круто, можно в кэш загнать и тем самым уйти от кривости USB.
Но CNC все ещё продолжают работать через LPT потому что это… проще! Китайцы тратят пару долларов на драйвер и готово!
Скажем да, написать говнокод под LTP быстрее, не надо драйвер, не надо городить огород с сертификацией и прочим, но вот прошлым летом столкнулся с разработкой отечественного рукожопия… при чем за 2 млн рубасов, без доставки, монтажа и пусконаладки и хоть какой-то гарантии. Заказывали весы на весовую. После разговора с ихспециалистом мне было поставлено задание: 2-х ядреный комп о 4 гигах оперативы с винтом гигов на 200 и все. Из ПО сказали любое, но лучше 32-х разрядное. По приезду оказалось что это все железо для программы которая сама весит 2 метра, ее база — это текстовый документ и она вполне себе будет крутится на селероне 1,2ГГц с 512 памяти и ХР на борту. Но дальше было самое смешное — железка подключаемая к ПК общалась через serial при чем т.к. в задании у меня не было кома, то специалист привез пролификовский кабель за 5 тысяч рублей (край цена 150 рублей) и при попытки водрузить на 7-ку драйвер получил отсос и PID/VID нулями… (всем известный прикол с новыми драйверами). В общем я привез кабель на максе за 150 рублей, установили драйвера и получили отсос. Привез мамку подобную но с COM на борту. Там то же самое. Оказалось что софтина работает нормально только под ХР и только с аппаратными COM. А все это от чего? От того что разработчики твари, они не хотят работать 8 часов в день и получать скажем 100 рублей в месяц и при этом думать. По факту внутри оказался затертый МК дешманский, он с датчиков АЦПшкой измерял напругу и по формуле считал вес. Длина кабеля должна была быть одинаковой у всех датчиков. Калибровка делалась прошивкой при чем калибровка велась установкой тел с заранее известной массой. Т.е. какая-то прогрессия сводилась к n-ому количеству точных сведений и между ними линейная зависимость. Вот так и тут. Повторюсь, почему 3д принетры имеют фришную качетсвенную работу через USB, а чпу/фрезер нет? У меня принтак отпечатывал бесперебойно 12 часов по USB. На 3втудэй есть тип у которого принтак 2 кажется суток маслал нон стопом. Почему тут нет проблем с USB, а у Вас фича какая-то? Фича от рукожопия.
Разработчики не хотят за копейки делать такие.
А у нас пока никто не скидывался разработчику, чтобы он взялся.
Станки то и железо у всех почти разное. Одному одно нужно, другому другое.
А нужно то, что то проверенное на разном и более универсальное.
То есть, разработчику, нужно кучу ЧПУ железа иметь и на всем прокатывать и проверять.
Ось то не просто так идет. По хорошему, на большие расстояния, её нужно разогнать и вовремя притормозить. И еще куча вариантов.
В общем машинный интеллект, а для него ресурсы в МК нужны.
А еще ведь реверсы. разные драйвера и чипы. И т.д. и т.п.
Пока вроде рулит Ардуино, но там катастрофически не хватает ресурсов.
Другие МК вроде мощней, но там нет установившейся версии, каждый что хочет то и делает.
Поэтому у одного может пойти, а у кучу людей нет.
Мужики пробывали, даже у одного продавца одинаковые платы взять.
Ито не получалось.
Что то мы сильно глубоко копаем. Многие не поймут.;)
Компы пока рулят и по ресурсам и по цене, чем хорошие автономные.
Велику хватит и педалей. А вот авто уже нет.
Думаете так просто ставят мощные киловатные шпиделя на казалось небольшой станочек.
Зачем вам так глубоко копать?
Ведь на сколько я помню на LTP потолок до 13МБит/с и это на сколько я помню прям потолок, А USB 2.0 High-speed, 25—480 Мбит/с Пусть те же 25. Я уже молчу за IP стек. И смысл вообще от всего этого? ПО для генерации G-code само учитывает все эти инерции и все остальное и просто пачками шлет команды. Не стоит спорить. Нравится возится с LTP — удачи. Но вы топчитесь на месте придумав сами себе какие-то преграды.
Зря вы не дооцениваете разработчиков ЧПУ софта и железа.
Там деньги по хорошему проходят очень большие.
Так как через ЧПУ, можно любого дворника, брать на ЧПУ станок, показать кнопки и как закреплять заготовку.
Сама высокая технология в машин. коде и будет заложено.
А дворнику много платить и не нужно. Да и не поймет, он вообще, что за детали производит и какой точности.
Был рейтинг выше, чем до написания этого обзора.
Что за парадоксы то? А вы автоном. Здесь даже, какой то алгоритм. ну очень странный.
Проще обзор, про какую то хрень писать, по нескольку раз, одно и тоже. И все на мази будет.
Или вообще одни коменты. Что многие и делают.
Ну а теперь я расскажу вам про незавидную судьбу вашего драйвера, на примере тех драйверов на этих нежных микросхемах, что ремонтирую время от времени.
Первое. Где защитные диоды на выходе?!!!
Второе — ну, с этим классическая лажа у всех китайцев: где очередность подачи напряжений?!!! В даташите сказано четко: силовое питание допустимо подавать только после подачи цифрового! Не до и не одновременно! Удерживая ресет, подать цифровое питание, потом силовое, потом снять ресет.
Так что, обзаведясь кучкой таких микросхем с красивыми дырочками в них, вывел для себя такую конструкцию: в разрыв силового питания ставлю IRF4905, с выходов на моторы — диодный мост в силовое питание, на элементарной логике — таймер задержки включения силового и снятия ресета, и — еще: детектор наличия и недостаточности силового напряжения (TL431), и ключ который нагружает питание большим резистором 10ом. На тот случай, если чья-то дурная рука станет крутить двигатель при выключенном питании.
Да, конструкция несколько усложняется — зато больше не горит.
На дорогах хорошо видна.
Работал он ужасно криво. Точно не помню, но проблема была с буфером или чем-то подобным. Пропускал шаги, и не возвращался в заданную точку. Меняя размер этого самого буфера в настройках кое-как можно было наладить работу, но стоило сменить программу, как он опять начинал работать абы-как. Использовать ЭТО даже на простейшем станке с тремя осями было просто невозможно.
В общем крайне не советую.
Зато есть вот такая штука https://aliexpress.com/item/item/-/1566611754.html
Под нее написан специальный софт (не мач3), который допиливается европейскими разработчиками, имеет приятный 3д интерфейс и русскую локализацию.
Собственно, они же его и разработали, а китайцы нагло скопировали. Но все работает как надо.
Китайцы на диске давали еще и ключик с лицензией, но и без лицензии и контроллера основные фичи для ознакомления работают.
Непосредственно этой платы на сайте вроде и нет (это первая версия или типа того) и сами они ее, видимо, уже не продают.
Поэтому с легкостью, среди стационарных компов найти материнку с LPT портом.
Установить МАСН без лишнего и работать.
Меньше гемороя получите.
Ладно еще кто предложил бы вообще без компа, это может вариант был бы ))
sdelanounas.ru/blogs/80297/
наш российский ЧПУ стоит и сколько вообще в год их выпускают?
Вот про других.
Сейчас частники некоторые, делают круче чем на производстве. Правда не много таких.
Поэтому поступите проще — купите за 1 килорубль старый комп с LPT и проблемы решены. Можно вообще нахаляву получить — надо знать админов в крупной фирме, у них частенько лежат списанные компы подходящие для наших целей.
Не по теме немного.
Вот
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.