Патрон + цанга ER11 для небольшого станка ЧПУ

- Цена: $5.61 (с доставкой в РФ) + $2.57 (с доставкой в РФ)
- Перейти в магазин
Цанги типа ER — наиболее распространеный тип. Это цанги со сквозным отверстием и двумя зонами зажима. Конструктив предложен в 1973 году компанией Rego-Fix. Удачное решение быстро распространилось и унифицировано стандартами DIN (DIN6499).
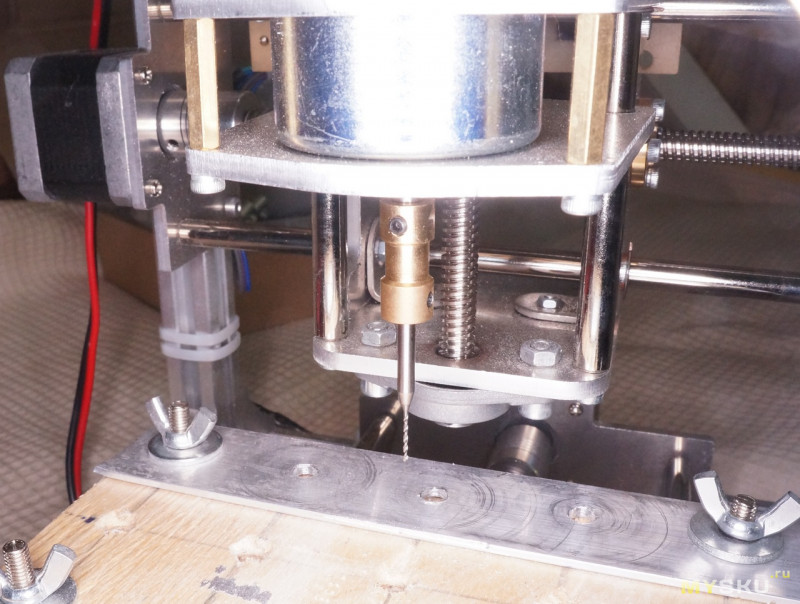
Старый зажим выглядел так. Зажимался шестигранником, очень неудобно
Заказаны:
Патрон для цанговых зажимов ER11 c гайкой
Цанга ER11 на 1/8 (3,175мм)"
Патрон приехал в круглой пластмассовой коробочке, цанга в картоне



Гайка внутри имеет паз для фиксации цанги


Цанга

Фиксация цанги в гайке до щелчка. Извлекается цанга из гайки с усилием, поэтому, если есть в хозяйстве несколько цанг, удобно их держать со своими гайками.

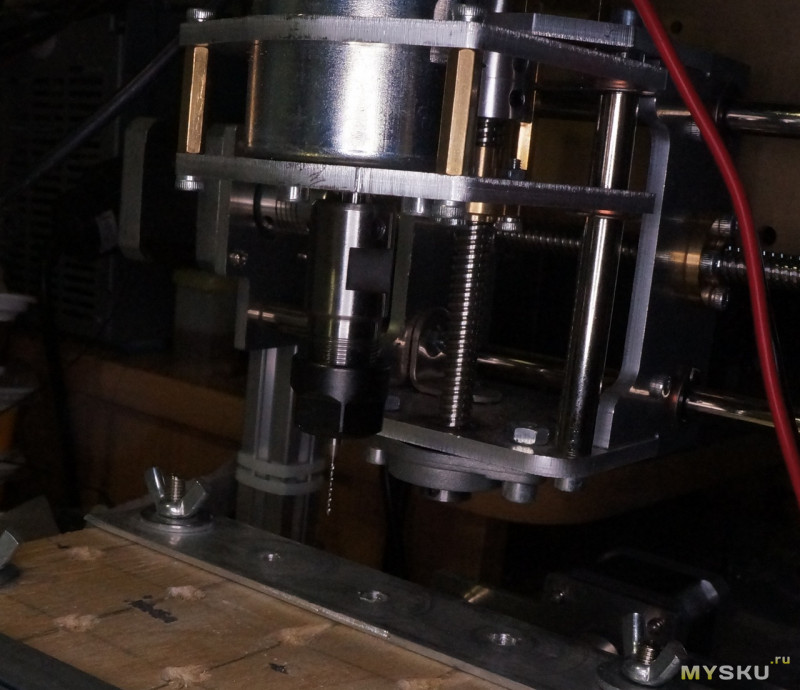
Патрон в сборе

Длина патрона в два раза больше, чем у старого зажима


Посадочный диаметр на вал немного меньше 5мм. На мой мотор залез очень плотно

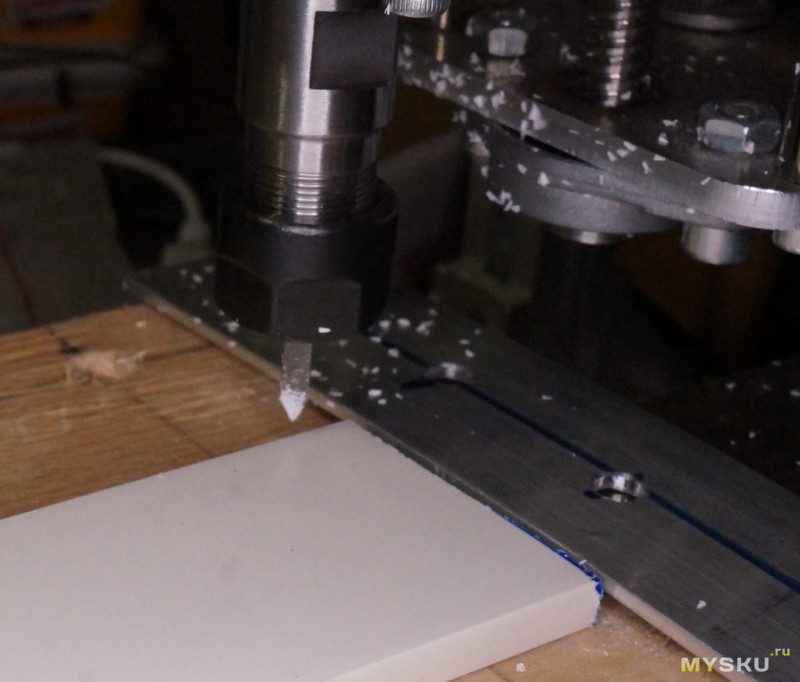
Гайка под ключ на 17


Сам патрон удерживается ключем на 13

Резьба гайки зажима цанги — 14

Внутренний диаметр цанги чуть меньше чем 3.175мм. Фрезы садятся с небольшим усилием, но вполне комфортно

Сравнение со старым зажимом


На вал двигателя патрон сел, ка я уже писал выше, с усилием. И дополнительно фиксируется двумя винтиками с торцевым шестигранником

Пришлось немного поднять крепление по оси Z, чтобы было удобно менять инструмент. Теперь инструмент меняется развинчиваем или отвинчиваем гайки очень быстро и удобно
При работе никаких биений


В общем модернизацией станка я доволен. Стало гораздо удобнее работать. Думаю прикупить еще несколько цанг под разные диаметры фрез с с дополнительными гайками для удобства работы.




В ближайшее время планирую увеличить ход по оси X до 200-250мм. Получится еще обзорчик

| +46 |
3568
96
|
| +108 |
2715
86
|
Сайт MYSKU.club cоздан для обзоров товаров, заказанных в зарубежных интернет-магазинах AliExpress, Amazon, Ebay и других.
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку.
Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими.
Также у нас есть DIY сообщество, где приветствуются обзоры вещей, сделанных своими руками.
-
1026.32
Скидки и распродажи

-
445.39
AliExpress

-
273.05
DIY, или Сделай сам

-
187.28
Ebay

-
179.74
JD.ru

-
155.08
Магазины Китая

-
98.02
Новости сайта

-
77.49
Другие магазины
-
71.57
Магазины России и СНГ

-
68.46
TaoBao

-
smim → Задний воздушный амортизатор для горного велосипеда DNM AO38RC
-
the_vitas → Кабель зарядный Baseus USB Type-C 240 Вт (из РФ от 456,32 ₽)
-
Na4Fin → Цифровой осциллограф DSO154Pro с экраном 2,4 дюйма и полосой пропускания 18 МГц
-
SkDen → Модернизация мультиметра: вместо "кроны" питание от аккумулятора старого смартфона.
-
infino → Беспроводная Bluetooth клавиатура Baseus K01A за 1 865,24 ₽
-
yg-25 → Ранцевый аккумуляторный садовый опрыскиватель Sturm GS8212N
-
shnabs → Беспроводной портативный аэрограф с компрессором и зарядкой
-
nikkky → Новая жизнь сверлильного станка. Делаем удобное управление
а про станок по подробнее можно как нибудь?
Пока осваиваю фрезеровку и сверление печатных плат. Быстро изготовить плату — самое то! Отверстия сверлить — вообще сказка
https://aliexpress.com/item/item/10pcs-PCB-milling-cutter-1-0-mm-fish-tail-milling-cutter-corn-milling-cutter-tungsten-carbide/32458735037.html
Набор фрез 1.1-2мм 10 шт
https://aliexpress.com/item/item/10pcs-1-1mm-to-2mm-circuit-board-PCB-mini-drill-bit-carving-bit-mini-carbide-drill/32637685869.html
У этого же продавца на любой интересующий вас диаметр
ru.aliexpress.com/store/group/Drill-bit/834897_253666165.html
Фрезы 0.1мм 30градусов (платы режу)
https://aliexpress.com/item/item/10pc-degree-30-3-175-mm-SHK-V-Cutting-Knife-Carbide-Carving-Cutters-CNC-Router-Tools/32618032077.html
i4.ru/index.php/topic,705.msg10441.html#msg10441
Патрон дал валу инерционность. Но так как балансировка патрона на высоте — ни лишнего шума ни вибрации не наблюдается. Со старым маленьким хуже было. Там к тому же фрезы могли криво зажиматься
К хорошему быстро привыкаешь)))
Кстати, думаю скоро вы озаботитесь кожухом с пылеудалением и тогда не факт что ключ не понадобится.
но есть 1 небольшой минус, даже 2 минуса
подкладываете бумажку, и потихоньку опускаете. При этом двигаете бумажку. Как только начало цеплять — ноль :)
если мачем пользуетесь в мотор-аутпут смотрите, можно поменять направление.
Затем FlatCam генерю G-Code
Ось Z выставляю, гравируя сперва контур платы.
У GRBL Controller можно любую ось заменить на зеркало. А можно станок переставить зеркально )))
В опциях закладка «Axis»
А остановку станка лучше делать аппаратной кнопкой, присоединенной к соответственнлму выводу контроллера
NEMA17 — Один импульс — 1.8. 200 импульсов — полный круг. Дальше характеристика червяка — один оборот 1мм.
Ну и дальше — опытным путем )))
Просто будет пережим цанги, и все равно неплотное прижатие. При высоких оборотах и слабой подаче может еще и ничего, но если дать нагрузку чуть больше — будет проскакивать.
Работает здорово. У меня 3.175 — в голову зажать сверло на 3 пока не приходило…
Поищу сверло на 3мм, попробую
Вообще в планах использовать набор из 7 цанг 1 -7мм.
В каждую свою цангу вставляете.
Намного проще будет менять
3мм нормально сверло зажимается.
2мм не зажимается. Промежуточных не нашел
Отлично, спасибо.
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.