Недорогая смола Elegoo Standard Photopolymer Resin для фотополимерных LCD-принтеров

- Цена: $29.99 (с доставкой в Россию с российского склада)
- Перейти в магазин
Для нетерпеливых — фотополимер оказался с весьма достойными характеристиками, можно смело брать вместо популярной смолы Anycubic.
Фотополимер наливается в ванну с прозрачным дном, затем принтер опускает к дну платформу, на которой будет выращиваться модель. Для каждого слоя платформа приподнимается над дном на толщину слоя и на тонкий слой фотополимера над дном проецируется УФ-излучением рисунок этого слоя, фотополимер в засвеченных местах твердеет. Затем платформа приподнимается на толщину следующего слоя и процесс повторяется. Первый слой прилипает к платформе, за счет этого модель на ней удерживается во время печати.
Есть несколько направлений этой технологии:
1) Лазерная — когда слой «рисуется» лучом УФ-лазера. Довольно дорогие принтеры, но популярные у стоматологов и ювелиров. По крайней мере до недавнего времени. Известный пример таких принтеров — Formlabs.
2) DLP — рисунок слоя проецируется на дно ванны DLP-проектором с УФ-лампой. Громоздкие, тяжелые и довольно дорогие принтеры. Однако у них есть одно преимущество — можно масштабировать размеры поля печати (с увеличением размера пикселя).
3) LCD — самый дешевый и как следствие становящийся самым популярным в быту вид фотополимерных принтеров. Рисунок слоя формируется LCD-матрицей, расположенной под дном ванны. Засветка происходит УФ-светодиодами под LCD.
Сейчас LCD-тип принтеров активно развивается и выходит в широкие массы. Стоимость таких принтеров уже вполне сравнялась со стоимостью FDM-принтеров, очень сильно превосходя их по качеству и детализации. Но пока еще их подводят несколько фактором:
— маленькое поле печати у недорогих моделей;
— высокая стоимость расходников — фотополимерной смолы;
— весьма невысокие прочностные характеристики у подавляющего большинства фотополимеров (хрупкость);
— возня с постобработкой — отмывка в спирте/ацетоне, дозасветка;
Тем не менее, для ювелиров, моделистов, настольных фигурок и подобным применениям такие принтеры отлично подходят.
Вот скриншоты с Али для полимеров Эникубика и Элегу на сегодняшний день:
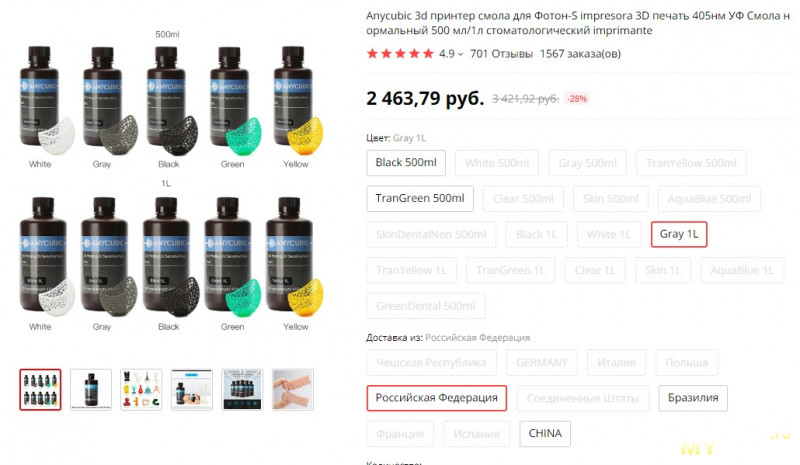
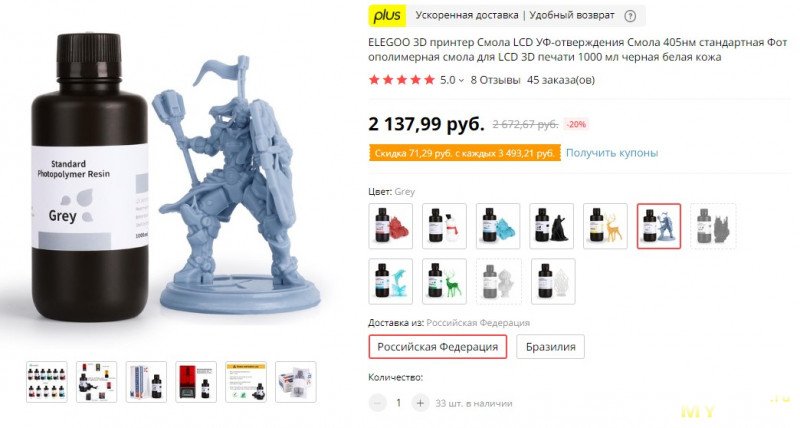
Как видно, даже без купонов Элегу на 300 руб дешевле :)
Заказывал я его 17-го июня, тогда мне это вышло в $28.07 за литр с учетом купона ZHARA150. (Этот редиска из комментариев соблазнил меня еще и на полимеры от WEISTEK — ABS Like и Tough с обещанными очень неплохими механическими характеристиками, тоже заказал по 0.5 литра на пробу, но их ждать долго :)) )
Курьер привез посылку кажется дней через 5-6 после заказа. И вот на днях я добрался до их тестирования на время засветки и резкость :)
На 3dtoday я уже опубликовал отзыв, но подумал, что может быть и на муське есть люди, которым это интересно и которые не следят за заметками на том портале :)
Первые впечатления
На картинках с сайта бутылка с полимером кажется черной, в реальности же она коричневая — такого же цвета, как и Эникубиковские бутылки. Упаковка тоже как у Эникубика — запаянный пакет, воздушный мешок и коробка, только коробка из мелованного картона с цветной полиграфией в отличии от коробки Эникубика из дешевого бурого картона.


В остальном, если содрать этикетки, то это просто близнецы с Эникубиковской смолой :)


Только дно разное :)

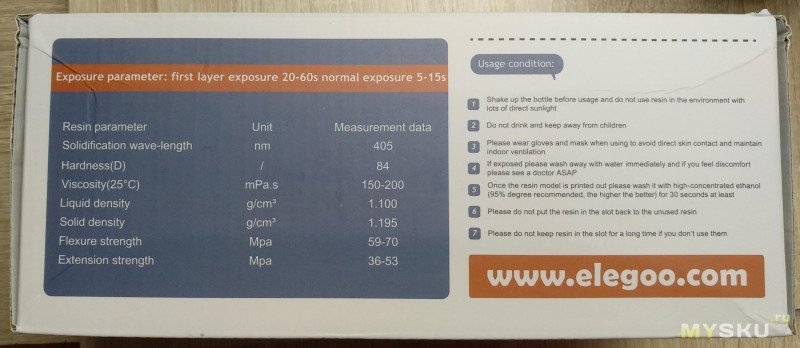
Полиграфия содержит довольно подробную информацию. Доверять ли ей — это другой вопрос :)
После такого сходства тары с Эникубиком и небольшой стоимости я был почти уверен, что этот фотополимер разливается из одной бочки с Эникубиком. Однако первые сомнения в этом появились из-за запаха. Стандартный полимер от Эникубика (не тот который Эко и который значительно дороже) печально известен своим резким сильным запахом, неприятным для многих. А вот у Элегу запах гораздо менее сильный и резкий. Поставить две бутылки с полимерами Элегу и Эникубик — по запаху сразу можно различить кто есть кто.
Хотя я не особо обращаю внимание на запахи при печати что на FDM, что на фотополимернике, но вот с Кубиковским полимером я замечаю запах если входишь в помещение, где идет печать, а с Элегу не ловил себя на этом. Хотя я им и попечатал-то всего ничего.
Теперь само тестирование.
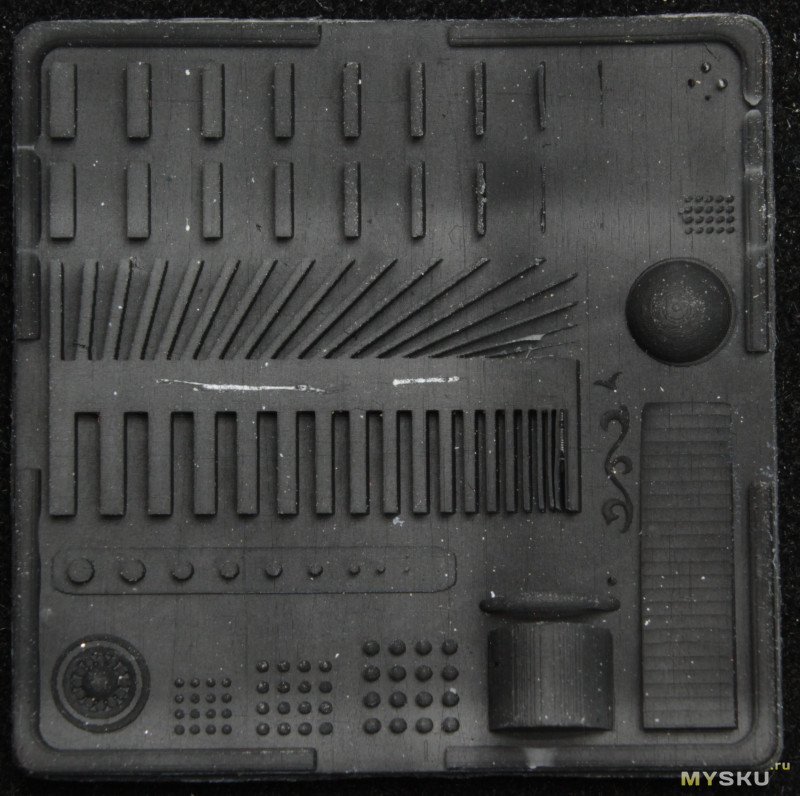
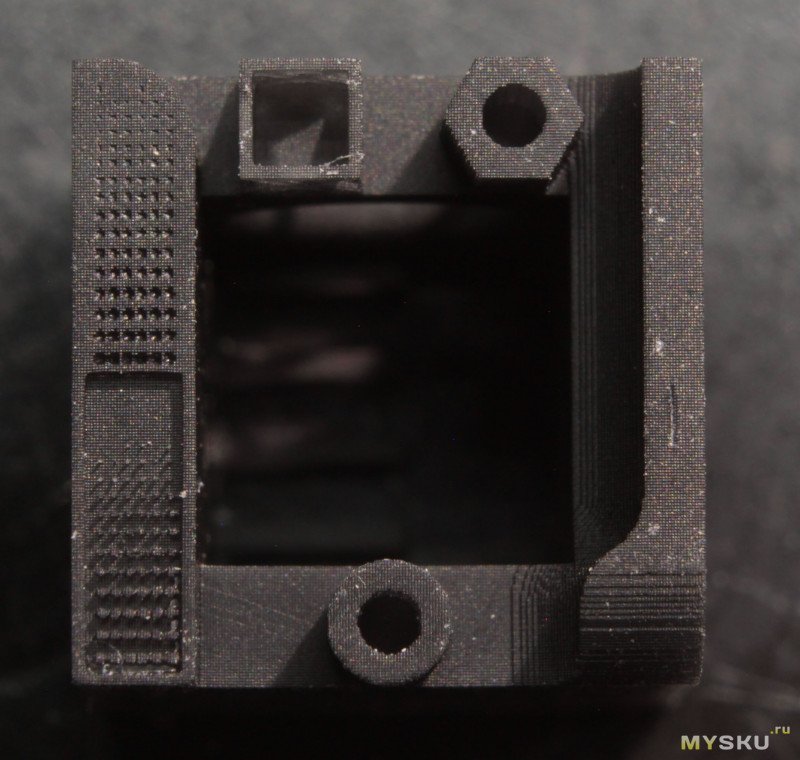
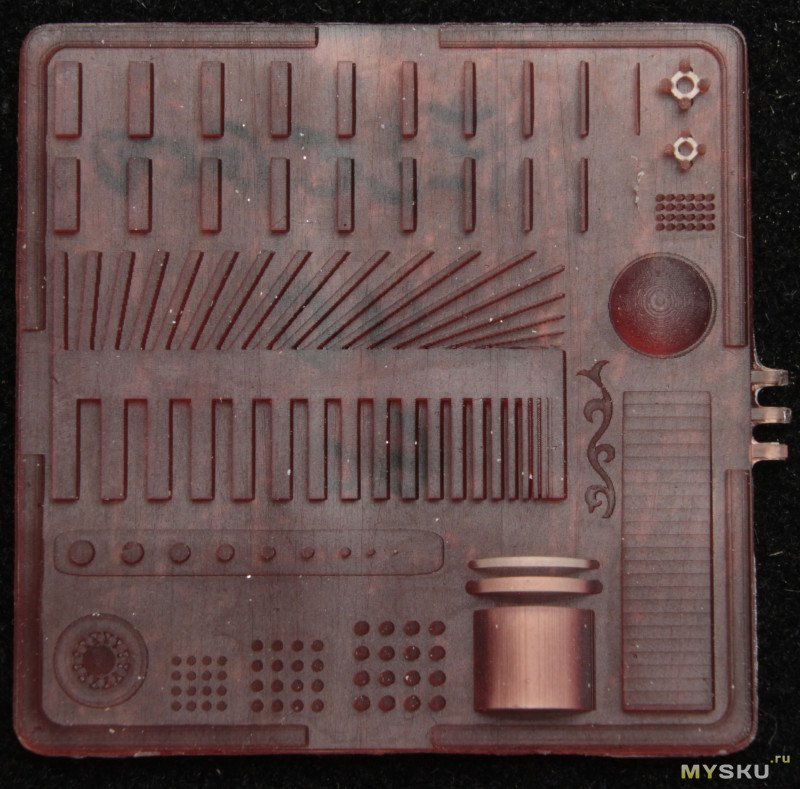
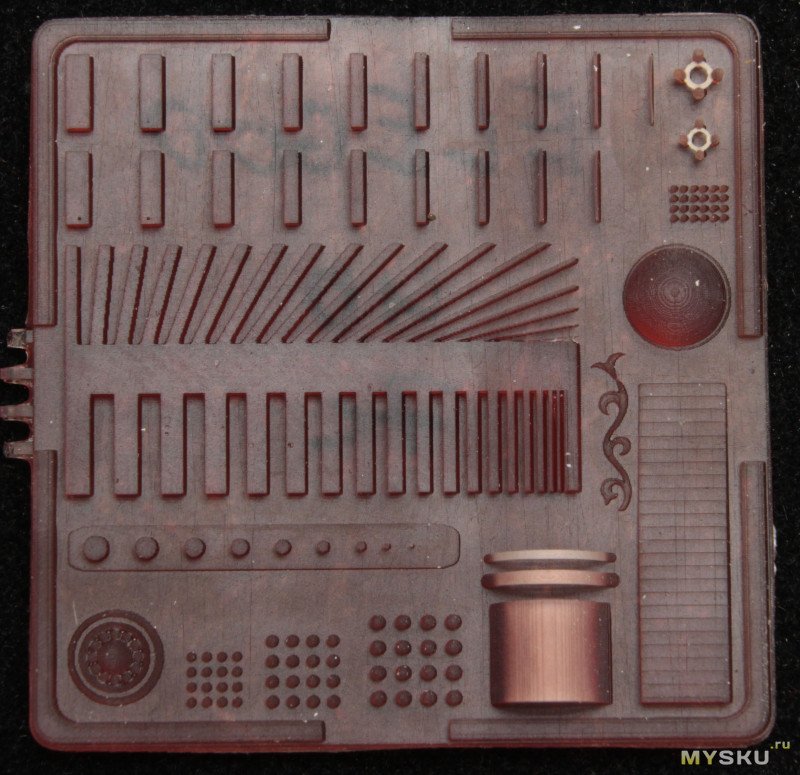
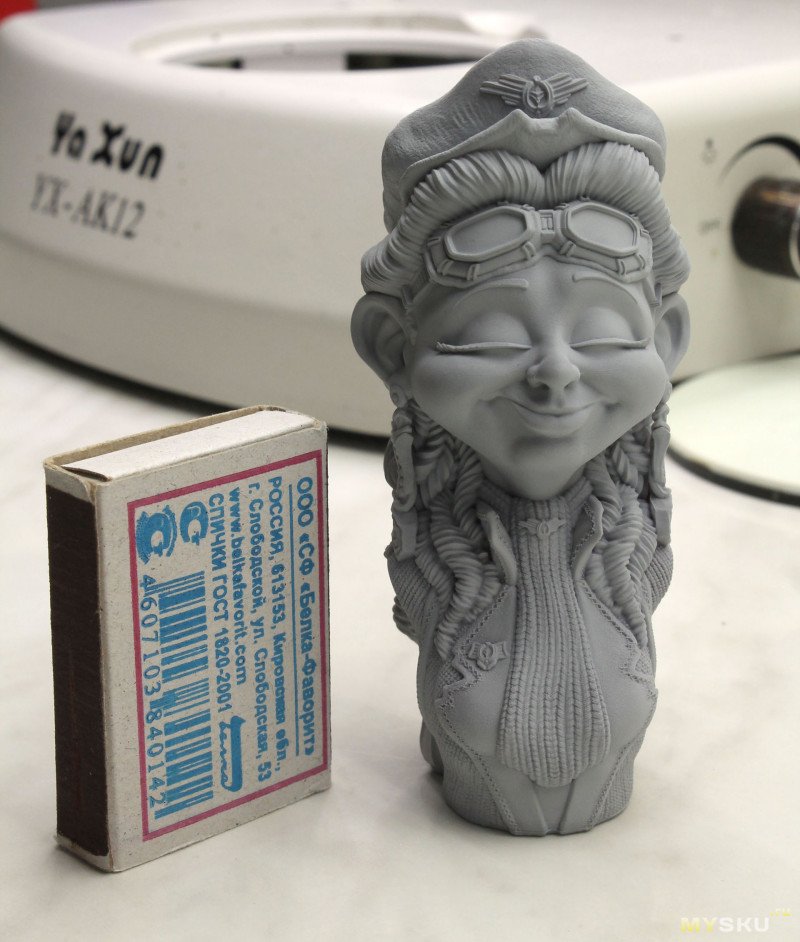
Для тех, кто не знаком с представленными ниже тестовыми моделями для фотополимерных принтеров, вот две фотографии, дающие представление об их размерах:

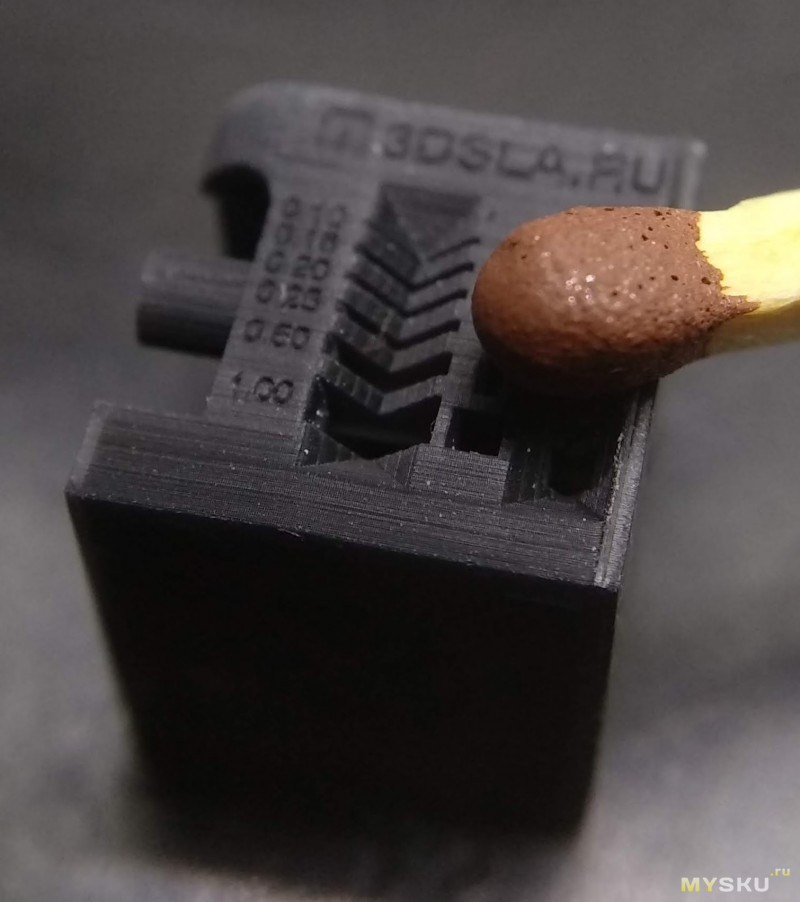
Размеры плоской модели — 30х30х2 мм, кубика — 10х10х10 мм.
И сразу оговорюсь — принтер у меня модифицированный Anycubic Photon S, так что по сравнению со стоковым он дает гораздо лучшую резкость печати.
Черный фотополимер
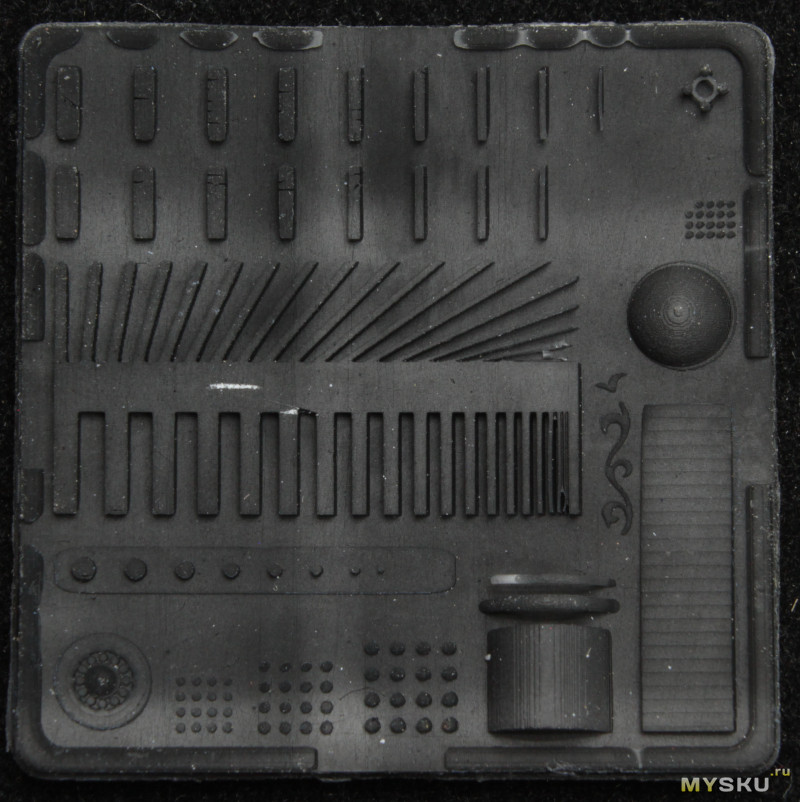
Сначала, как обычно, запустил быстрый тест с плоской тестовой пластиной от Harzlabs, он печатается всего 15-25 минут и дает первое представление о времени засветки и детализации по X-Y. Слой 0.04 мм. Время в тесте поставил от 4 до 7 секунд, полагая, что эта смола примерно та же, что и Эникубиковская, для которой у меня оптимальное время для такого слоя на черном полимере получается 4-5 сек. Но оказалось, что эта смола из другой бочки не только по запаху :) Оптимальное время для черной смолы вышло 6-7 сек.
Слой 0.04 мм, засветка 4 сек:
Слой 0.04 мм, засветка 5 сек:
Слой 0.04 мм, засветка 6 сек:

Слой 0.04 мм, засветка 7 сек:
Очень даже достойно. Детализация по XY превосходная для такого дешевого полимера.
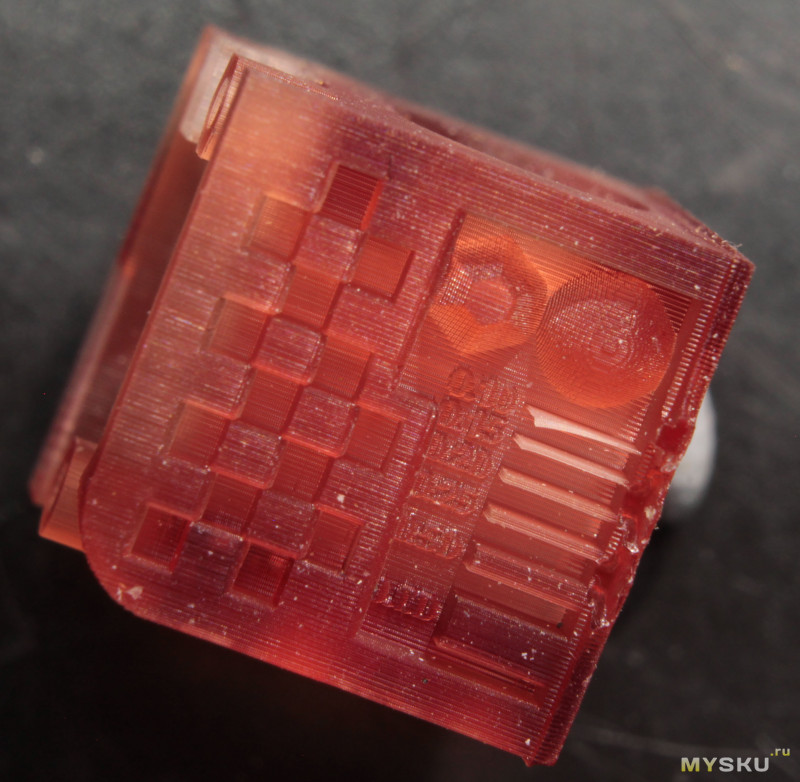
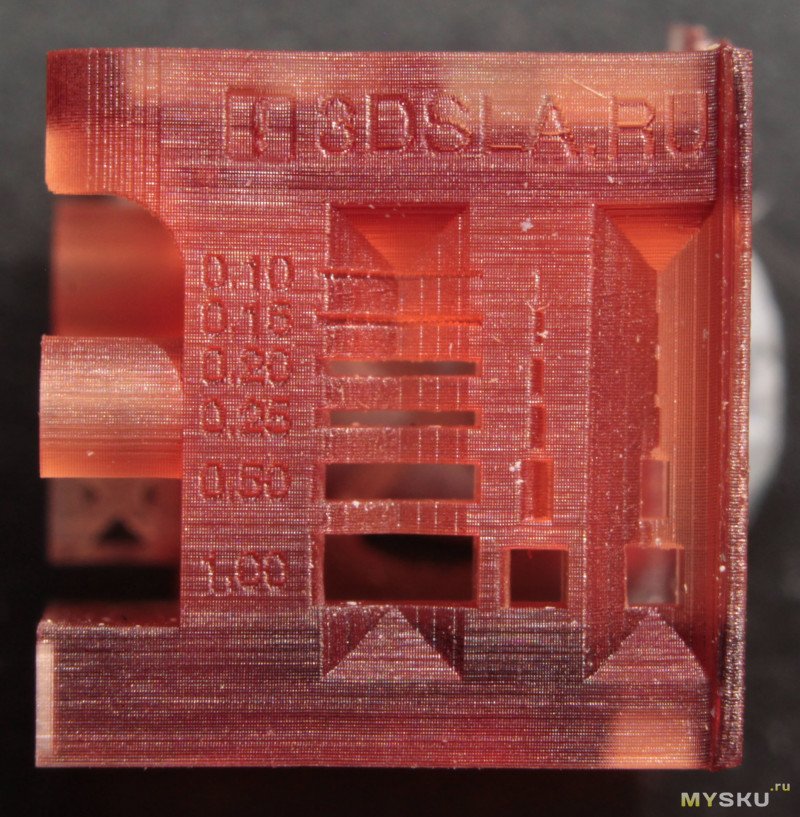
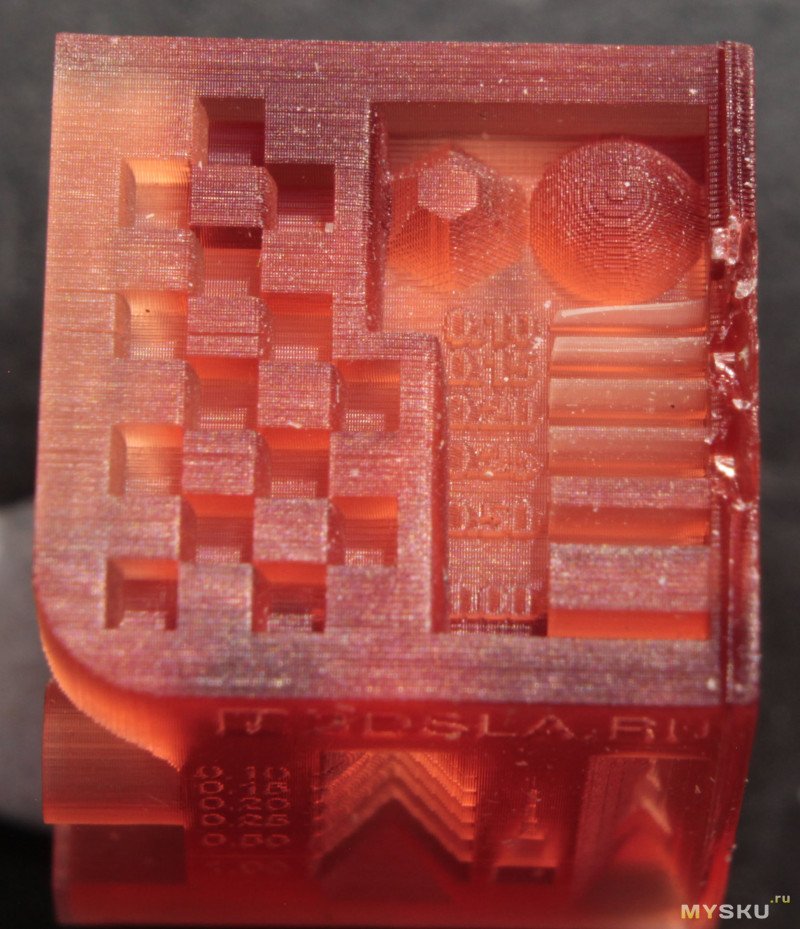
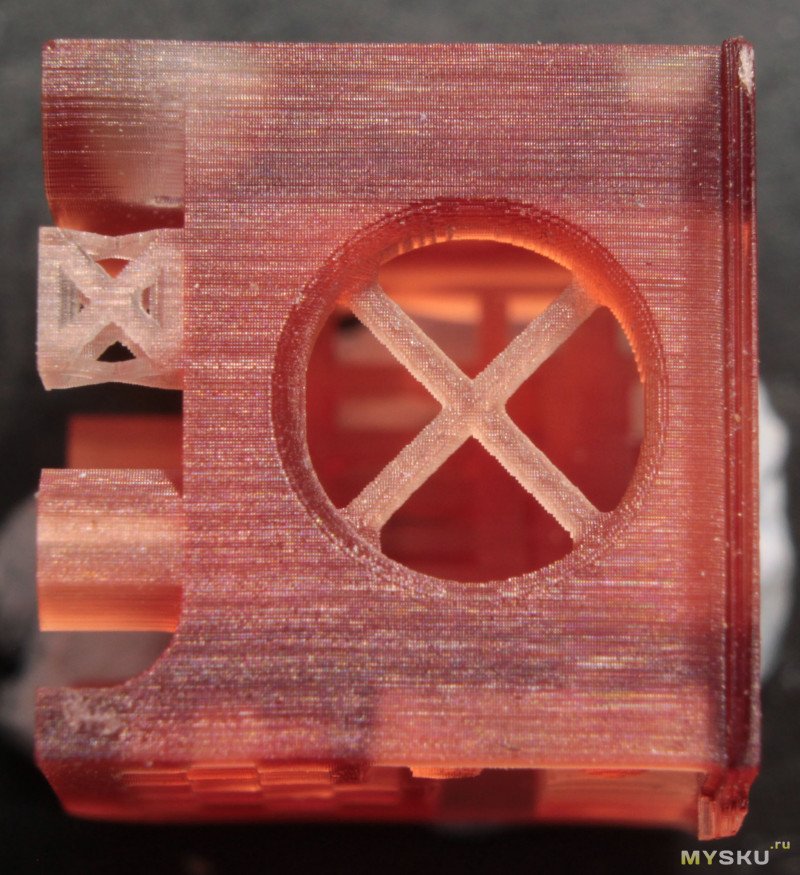
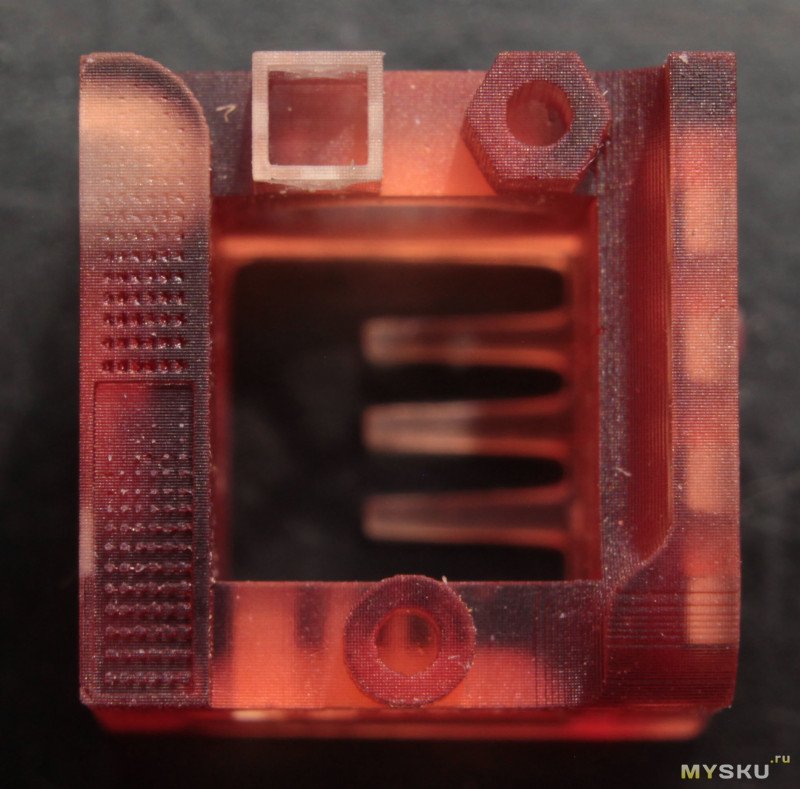
После этого можно попробовать напечатать и стандартный кубик от 3DSLA, который печатается уже от часа и больше. Он показывает более точное время засветки и вертикальное разрешение. Печатал тоже слоем 0.04 мм, тоже 4 штуки, но время уже поставил чуть больше — от 5 до 8 сек. Для фото выбрал кубик с временем печати 7 секунд, как наиболее оптимальный по результату.
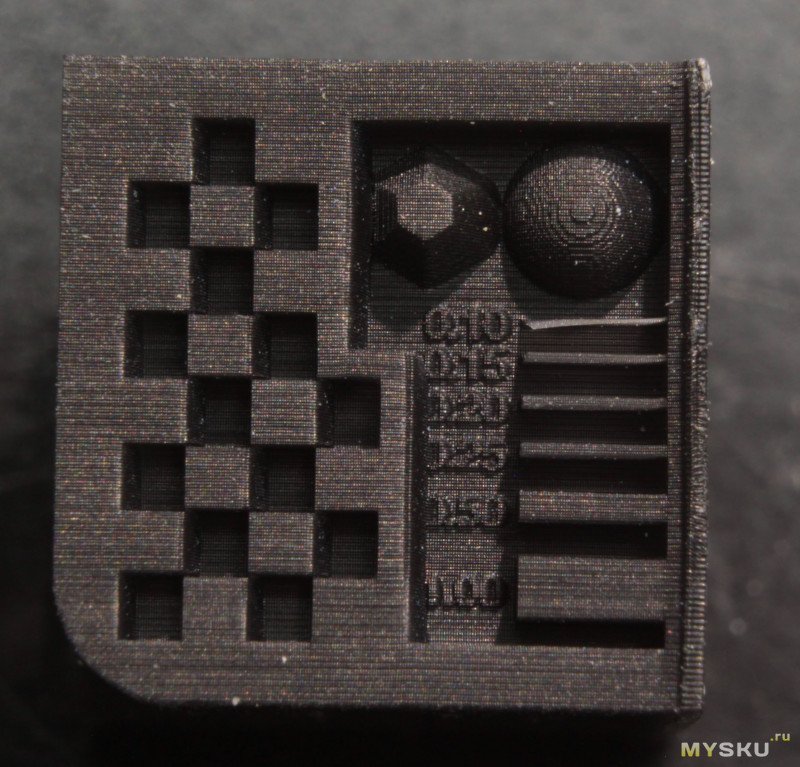
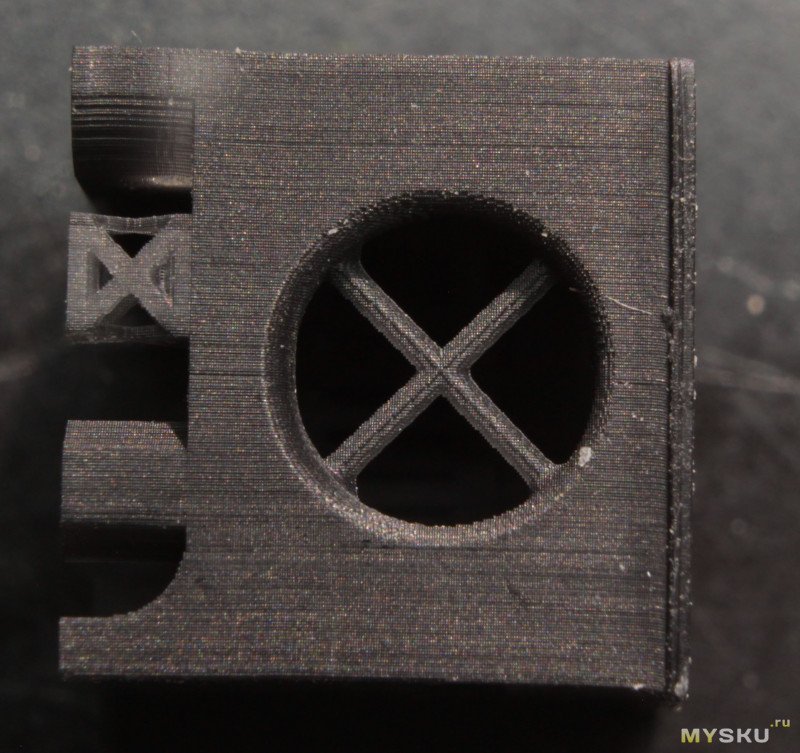
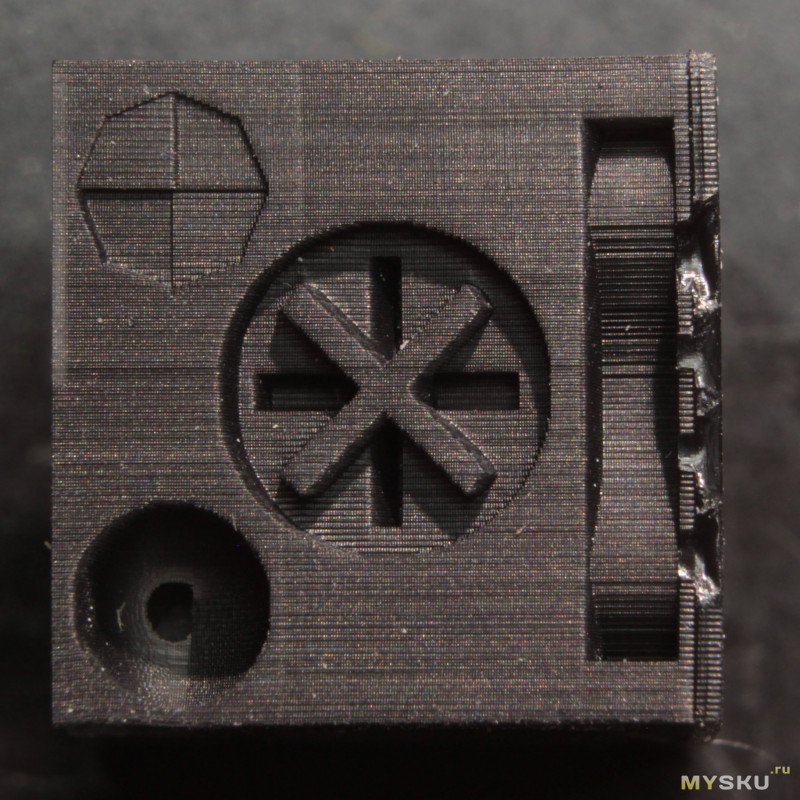
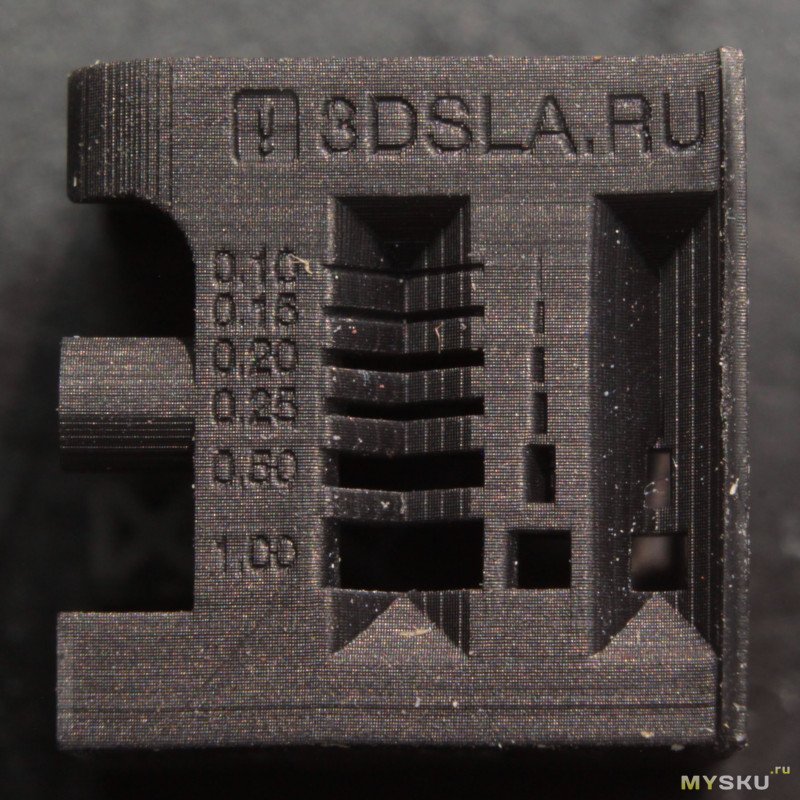
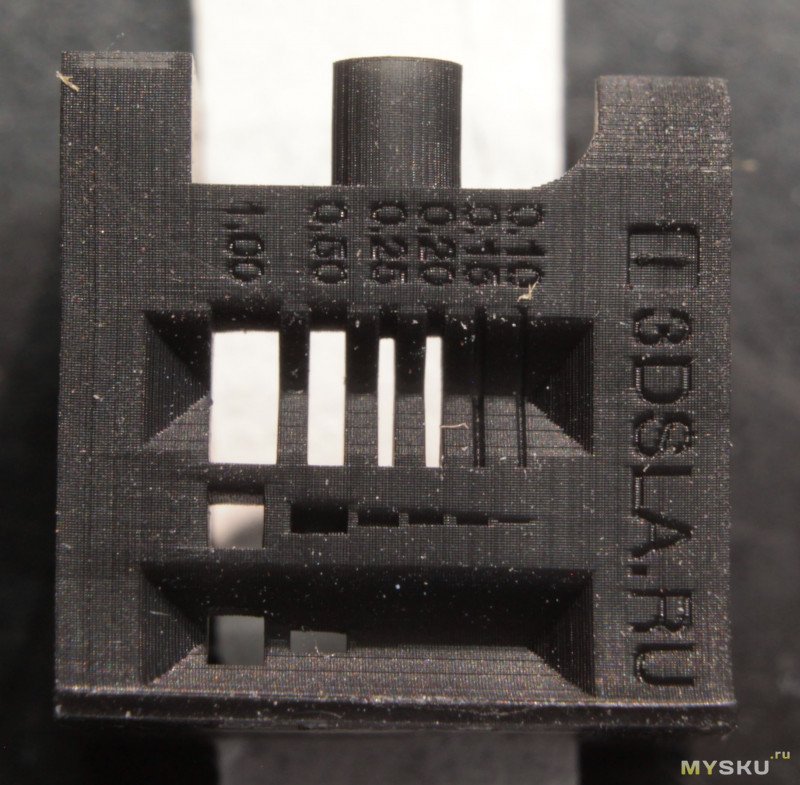
Очень и очень неплохо. Вертикальные щели пропечатались до 0.2 мм включительно. С горизонтальными все печальнее — в тонкой части только до 0.5, а в толстой и вовсе только 1 мм. Но я и не ожидал чего-то превосходного в вертикальном разрешении, все же смола из самых дешевых :)
Чтобы лучше было видно, сфотографировал с полоской бумаги внутри:
Кстати, это второй по интенсивности окраски черный фотополимер из тех, что у меня побывали. Сделал две фотографии тестовых пластинок из полимеров разных производителей на просвет.
Первая фотография, слева направо: Harzlabs Model, Elegoo, FunToDo Deep Black, Hardlight Tough:
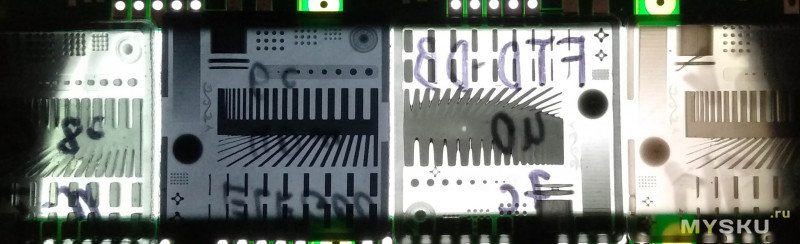
Название смолы от Фантуду выглядит просто какой-то насмешкой, глядя на результат :)) Хотя на отражение она действительно более глубокого черного цвета, чем другие. Но вот на просвет оставляет желать лучшего… Да и скорость оседания в ней черного пигмента просто рекордная. У меня модель высотой 100 мм не успела допечататься до того как пигмент уже осел на пленку.
Вторая фотография, Anycubic, опять Elegoo (для сравнения с предыдущим снимком), кастомная Ameralabs, стандартная Ameralabs:
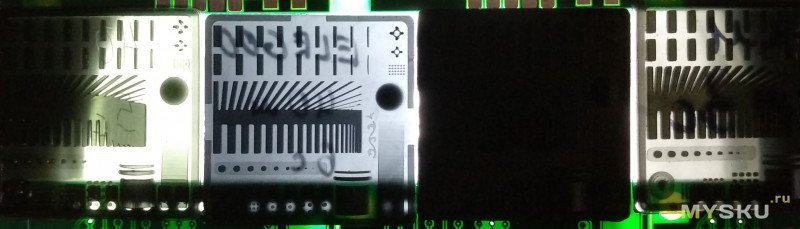
Кастомная Амера вообще вне конкуренции, она совершенно не просвечивает, но и стандартная не сильно отстает от Элегу.
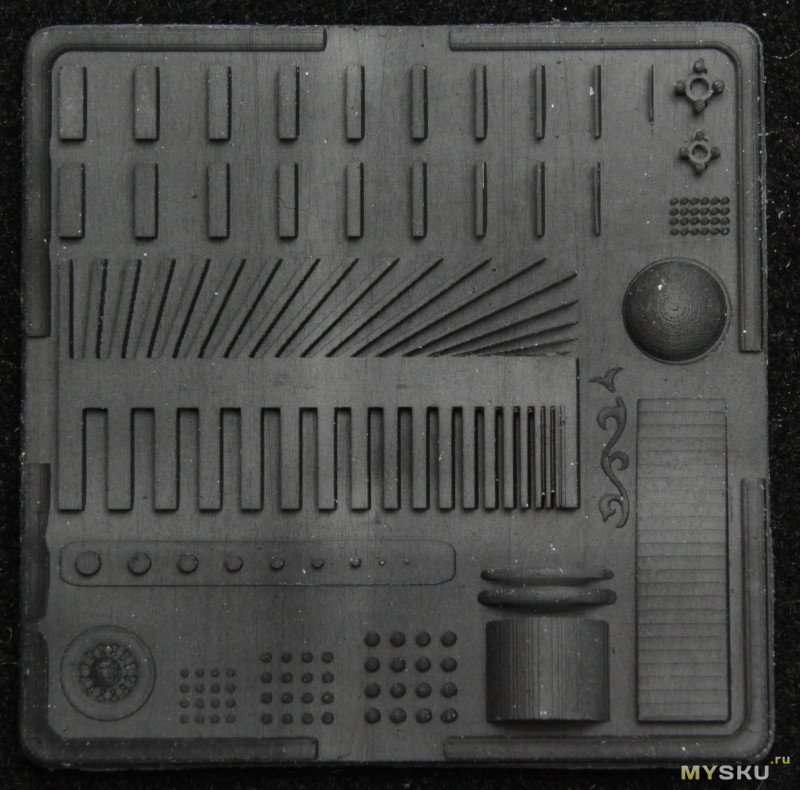
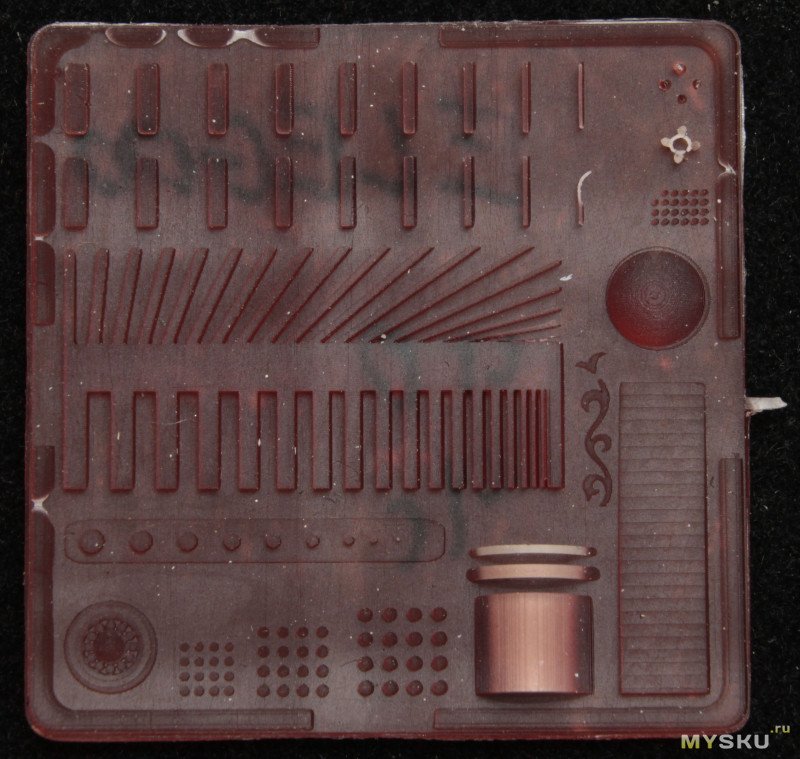
Красная смола
Опять сначала быстрый тест с тестовой пластиной. Слой все тот же — 0.04 мм. Время в тесте поставил тоже от 4 до 7 секунд.
Слой 0.04 мм, засветка 4 сек:
Слой 0.04 мм, засветка 5 сек:
Слой 0.04 мм, засветка 6 сек:
Слой 0.04 мм, засветка 7 сек:
И опять очень достойный результат. Оптимум лежит так же как и у черной на 6-7 секундах.
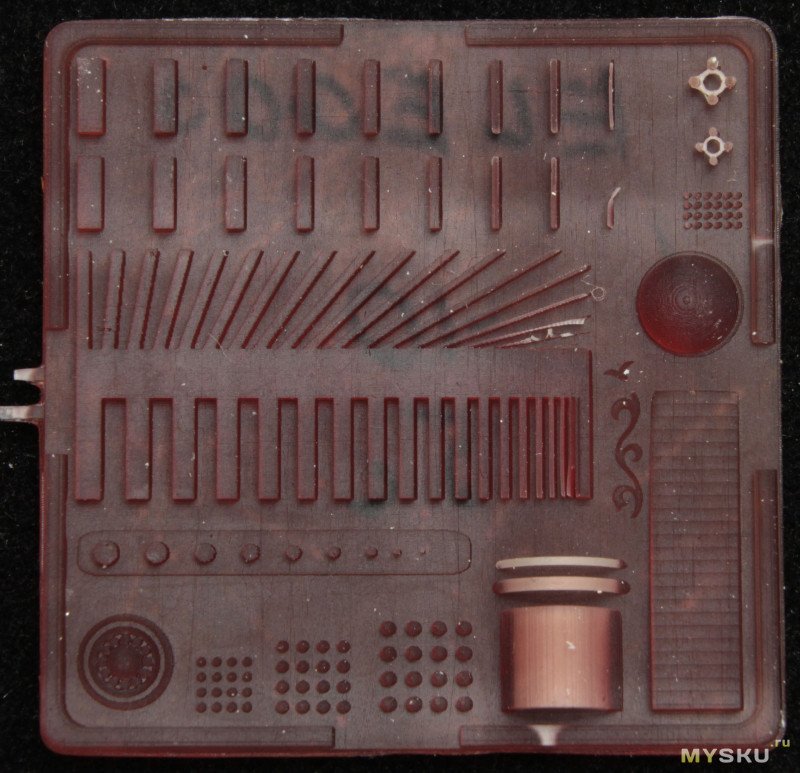
И кубик 3DSLA со слоем в те же 0.04 мм и с временем на слой 7 сек.

Результат примерно аналогичен черному полимеру. Такая же отличная детализация по XY и посредственная по Z. Что меня удивило, я ожидал, что по Z детализация будет хуже, чем у черного.
И еще один момент. Когда я отламывал от пластин соединяющие их вот эти «индикаторы» (они у меня служат для того, чтобы потом по пластине было видно в какой позиции она находилась и, соответственно, какое у нее было время засветки):
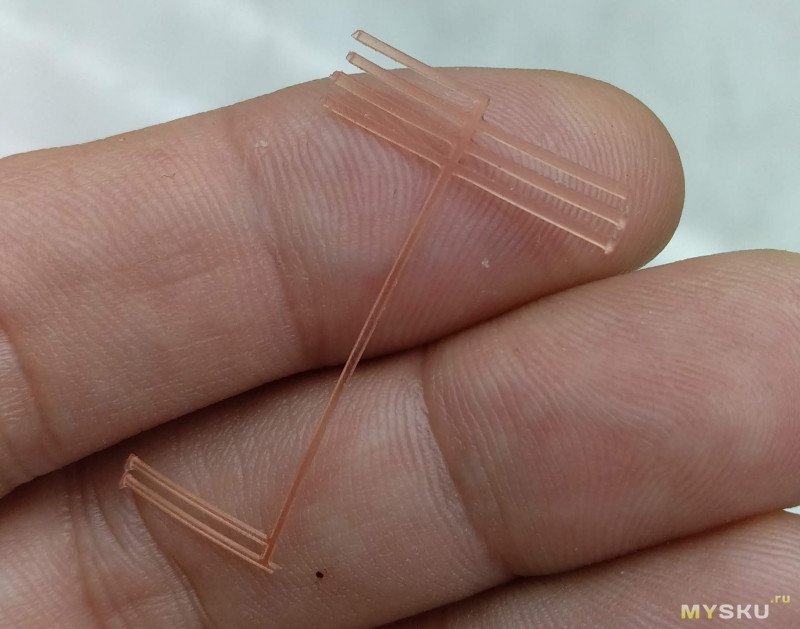
то меня удивило упорство, с которым эти палочки не хотели отламываться. И после полной дозасветки и фотосессии я попробовал разломать тестовые пластины из Элегу и Эникубика. Так вот субъективно мне показалось, что полимер Элегу заметно прочнее Эникубика. Хотя для объективности, конечно, нужно разломать свеженапечатанные и одинаково дозасвеченные модели, контролируя это хоть какими-то приборами :) Давно собираюсь сделать такой тест, но все никак не соберусь :(
Общий итог :)
Лично я для себя решил перейти с Кубика на Элегу. Из-за более интенсивной пигментации черного полимера, из-за наличия на российском складе большего ассортимента, из-за (как мне показалось) лучшей прочности :) Ну и, конечно из-за стоимости :)
Ну и для кого важен запах — однозначно стоит выбирать смолу Элегу вместо Эникубика (если стоит выбор между ними, конечно) :)






| +155 |
2890
68
|
| +23 |
1692
36
|
| +37 |
2974
89
|
| +96 |
3166
63
|
Сайт MYSKU.club cоздан для обзоров товаров, заказанных в зарубежных интернет-магазинах AliExpress, Amazon, Ebay и других.
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку.
Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими.
Также у нас есть DIY сообщество, где приветствуются обзоры вещей, сделанных своими руками.
-
1026.32
Скидки и распродажи

-
445.39
AliExpress

-
273.05
DIY, или Сделай сам

-
187.28
Ebay

-
179.74
JD.ru

-
155.08
Магазины Китая

-
98.02
Новости сайта

-
77.49
Другие магазины
-
71.57
Магазины России и СНГ

-
68.46
TaoBao

-
penzet → Камера микроскоп с матрицей Sony IMX307, авто фокус, серия первая.
-
AUser0 → Ломаем еще один квадрик: вандализация с элементами реверс-инжиниринга
-
evgeniy1 → Обзор недорогого ноутбука Ninkear N15 Air на Intel N95
-
bobster → Когда одного монитора уже мало. Обзор кронштейна ECOVINKA M10-24 для мониторов
-
Dmitrij → SSD Goldenfir T650-256GB - дноуглубительные работы в области современного ssd-строения
-
Amon2501 → Двухканальный осциллограф + мультиметр + генератор FNIRSI 2C23T за 6024 ₽
-
Sega-san → 4хпроводный держатель аккумуляторов из комплекта YR1035+
-
jackavenger → Обзор измерителя внутреннего сопротивления аккумуляторов HT-RT01
Не знаю, может я один такой невежда, но тем не менее.
и как эта смола в качестве клея?
зы или уф лак-или-как-его-там-для наращивания-ногтей дешевле и лучше?
Вообще, все стремятся получить глубину проникновения не больше хотя бы 0.1 мм, но почти ни у кого это не получается. Я видел примеры печати только из одной смолы с такими характеристиками, очень дорогой и очень редкой.
а это и впрямь эпоксидка как пишут в отзывах?
Но химически к эпоксидке никакого отношения, конечно, не имеет :)
И засветка нужна 405нм, 365 не прокатит скорее всего.
Вот тоже без всякой постобработки:
время идет — халява кончается, набрал тогда 3л, истратил поллитра и стоит без дела теперь — качество готовых изделий не оправдало((((((((((( только куклы и печатать… по механике материал уступает АБС и ПЛА…
Ну и насчет «в два раза дешевле» — берут сомнения. Я пока не встречал даже упоминаний о смоле стоимостью 1000 руб/литр :)
на данный момент моя эйфория ушла после первой бутылки и интерес пропал совсем (может смола лонгера оказалась хреновой). про 2 раза погорячился — уточнил по истории, за поллитра — так ценник такой же +- за литр.
может смолы не стандарт погоняете — резиноподобные интересны.
по смоле лонгер детализация тестового кубика великолепная (на 25микрон слое), но очень хрупкий, если пересветить под УФ, то как керамика становится (белый становится темнее)
По прочности — да, фотополимеры почти все плюс-минус одинаковые. Вот только у Хардлйта появились смолы с улучшенными характеристиками, но у них есть свой геморрой — очень долгое время засветки и невозможность нормально отмыть спиртом.
Нестандартные смолы мне и самому интересны, поэтому я и заказал еще и две смолы от WEISTEK — одну ABS-подобную и одну прочную. Это как обещает производитель. Как приедут — обязательно прогоню через тесты :)
Да, с Эникубиком результат примерно такой же, но у них сейчас регулярные проблемы с наличием на российском складе, воняет она гораздо сильнее и пигментация более бледная :)
Только что получил прозрачную смолу, сейчас буду тестить принтер Hardlight Sirius. Саппорты какие нужно ставить? Я офигел то что у кубиков диаметр контакта должен быть в раойне 0,7 мм. До этого печатал харзлабсом и хардлайтом тут около 0,3-0,4 мм было.
Для самой тонкой части поддержек я обычно указываю 0.4-0.5 мм для небольших моделей.Ну а сферы в точке контакта — да, 0.6-0.8, просто потому что они должны быть хотя бы раза в полтора больше тонких верхушек поддержек :)
А по поводу вонючести — стандартная Кубиковская считается одна из самых вонючих :) А вот их Эко уже гораздо слабее воняет по отзывам.
Да, тоже. Но не так сильно :)
Вот на фото слева — Кубиковская (дозасвеченная и простоявшая в светлом офисе уже с пол-года) и справа — Харцлабсовская, еще старше кубиковской. Правда, правая еще и покрыта лаком:)
Сейчас как раз осваиваю Wanhao D7+. Но шестерёнки еще не пробовал.
3dtoday.ru/blogs/adamov-andrey/opyty-nad-lyudmi-semnoe-protezirovanie-v-stomatologii
Интересует зольность.
Коротко — дисплей отклеивается от защитного стекла снизу и помещается на это же стекло, но сверху, прямо под пленку ванны. Скорее всего в процессе отклеивания Вы дисплей угробите, если только у Вас нет соответствующего инструмента и опыта, например по разделению дисплейных модулей на смартфонах :) Лично я его угробил в первые же минуты :) Так что лучше иметь под ругой запасной дисплей без защитного стекла.
После того как Вы отклеите дисплей (или отшкрябаете его остатки), в стекле по короткой стороне нужно будет сделать выборку для того, чтобы через нее пропустить шлейф дисплея внутрь принтера. У меня это легко получилось дремелем с алмазным диском.
Сам дисплей можно просто прихватить к стеклу по периметру полосками тонкого непрозрачного для УФ скотча — каптонового или алюминиевого (который применяется в теплоизоляции)
Только зарегистрированные и авторизованные пользователи могут оставлять комментарии.